一、埋弧焊概述
2025年10月13日
一、埋弧焊概述
1.埋弧焊过程
埋弧焊即电弧在焊剂层下燃烧进行焊接的方法。埋弧焊的过程如图10-1所示。先将焊丝9由送丝机构送进,经导电嘴4与焊件8轻微接触,焊剂7由焊剂软管6流出,均匀地堆敷在待焊处,引弧后电弧将焊丝和焊件熔化形成熔池,同时将电弧区周围的焊剂熔化并有部分蒸发,形成一个封闭的电弧燃烧空间,密度较小的熔渣浮在熔池表面,将液态金属与空气隔绝开来,有利于焊接冶金反应的进行。随着电弧向前移动,液态金属随之冷却凝固而形成焊缝,浮在表面上的液态熔渣也随之冷却而形成渣壳。
2.埋弧焊的特点
埋弧焊与焊条电弧焊比较有以下特点:
(1)生产率高 埋弧焊可以使用较大的焊接电流,对于较厚的板开I形坡口也能焊透,另外电弧热量集中,利用率高,所以焊接生产率高。
(2)焊接质量好 埋弧焊的电弧区保护效果好,同时焊接参数稳定,焊接过程连续,所以焊缝的化学成分和性能均匀,不易产生缺陷。
(3)改善劳动条件 埋弧焊由于实现了焊接过程的机械化,操作简便,而且没有弧光的有害影响,放出烟尘也少,因此焊工的劳动条件得到改善。但埋弧焊不能进行全位置焊。
3.埋弧焊的应用范围
由于埋弧焊有很多优点,已成为工业生产中最常采用的高效机械化焊接方法之一。目前主要用于焊接碳素结构钢、低合金结构钢等钢板结构,还可以焊接不锈钢、耐热钢和复合钢材等,在造船、锅炉、压力容器、桥梁、起重机械及冶金机械制造业中应用最广泛。
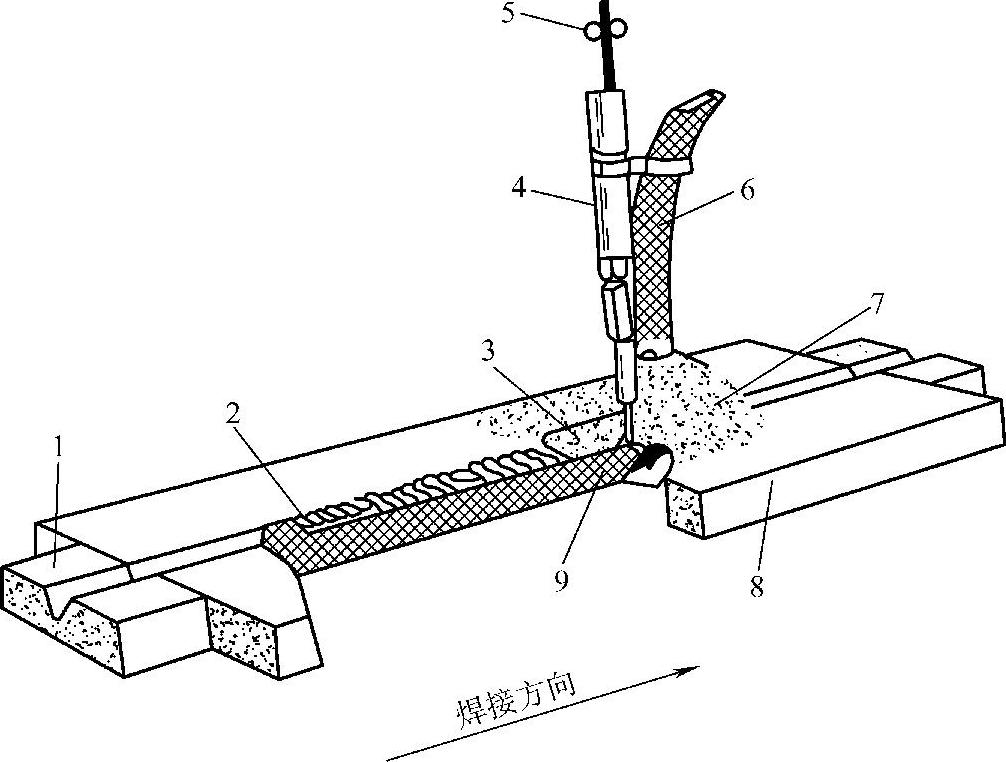
图10-1 埋弧焊的焊接过程示意图
1—引出板 2—焊缝 3—焊渣 4—导电嘴 5—送丝轮 6—焊剂软管 7—焊剂 8—焊件 9—焊丝