钨极氩弧焊的分类
2025年10月13日
一、钨极氩弧焊的分类
钨极氩弧焊(简称TIG焊)是利用高熔点的钨极作为电极材料,在氩气流的保护下,钨极与焊件之间引燃电弧,利用电弧热量熔化加入的填充焊丝和基本金属,冷却凝固之后形成焊缝,钨极本身不熔化,只起到发射电子及产生电弧的作用。钨极氩弧焊示意图如图9-1所示。
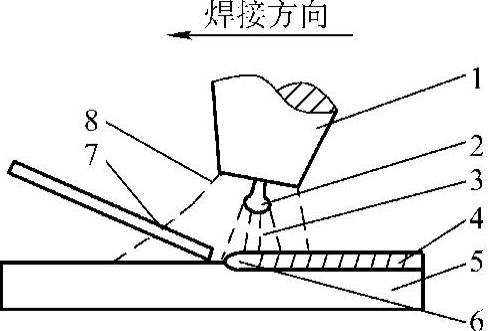
图9-1 钨极氩弧焊示意图
1—喷嘴 2—钨极 3—电极 4—焊缝 5—焊件 6—熔池 7—填充焊丝 8—惰性气体
焊接时氩气从焊枪的喷嘴中连续喷出,在电弧周围形成气体保护层隔绝空气,以防止对钨极、熔池及邻近热影响区的有害影响,从而获得优质的焊缝。根据工件的具体要求,焊接过程可以加或者不加填充焊丝。钨极氩弧焊根据不同的分类方式可以分为如下几种:
(1)按保护气体成分 分为氩弧焊、氦弧焊及Ar+H2、Ar+He混合气体保护焊。
(2)按填充焊丝的状态 分为冷丝焊、热丝焊、双丝或多丝焊。
(3)按电流波形 分为直流氩弧焊、交流氩弧焊(正弦波、矩形波)和脉冲氩弧焊(低频0.1~10Hz、中频10~1000Hz、高频>15kHz)。
(4)按操作方式 分为手工氩弧焊和自动氩弧焊。