减少焊接应力的措施
1.设计措施
(1)减少焊缝数量 在保证结构有足够强度的前提下,应尽量减少焊缝的数量,缩短焊缝尺寸以及合理地选择接头形式和坡口形状。
(2)对称布置焊缝 应尽量不要使焊缝过分集中,以避免应力叠加,在可能的情况下,应尽量对称布置焊缝,避免十字交叉焊缝和连续焊缝。
2.工艺措施
(1)选用合理的焊接顺序和方向 焊接过程中,应使焊缝能尽量地自由收缩,并应先焊结构中收缩量比较大的焊缝。例如,钢板拼接时,一般先焊横向焊缝,后焊纵向焊缝,如图11-2所示。反之,如果先焊纵向焊缝,则横向焊缝的装配间隙就被刚性固定了,在焊接横向焊缝时不能自由收缩,势必产生较大的焊接应力,还有可能导致裂纹的产生。
有时也可按受力的大小来确定焊接顺序,若在工地焊接工字梁的接头时(见图11-3),其盖板受力最大,因此先焊盖板的对接焊缝1,再焊腹板的对接焊缝2,最后焊翼缘角焊缝3。按这种焊接顺序,可使受力最大的焊缝1产生较小的拘束应力,焊接过程中的焊接应力得到减小。在焊接焊缝2时,焊缝1受拉伸,而收缩时使焊缝1受压缩,还可使盖板接头有减小焊接残余应力的作用。在焊接焊缝3时,这种焊缝虽然为交叉焊缝,但由于焊缝3的焊接热输入一般较小,而且对焊缝1、2的交叉点有重熔和热处理作用,可减少交叉焊缝的不利影响,提高疲劳强度。
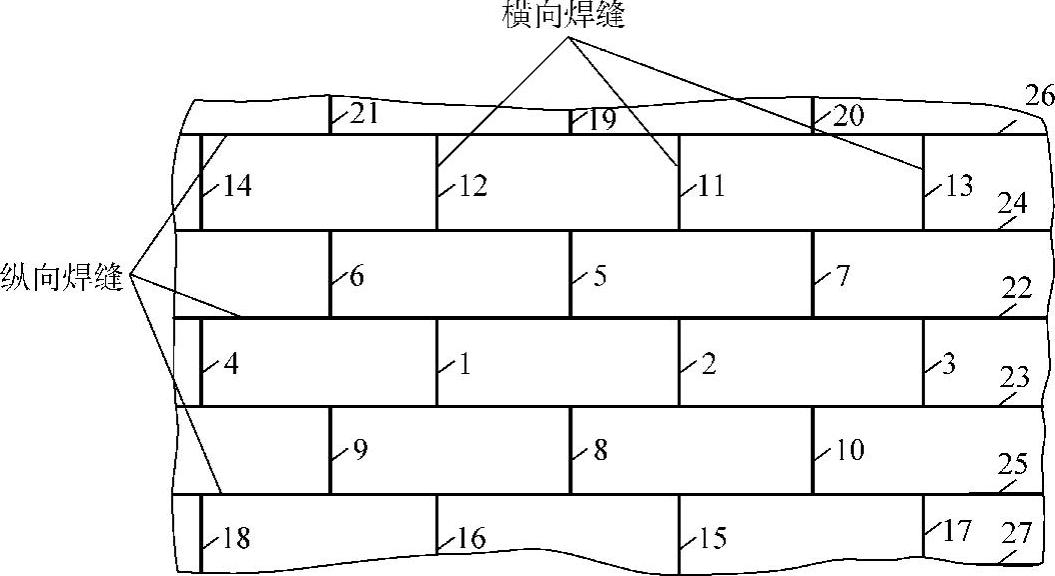
图11-2 大面积平板拼接时的合理焊接顺序
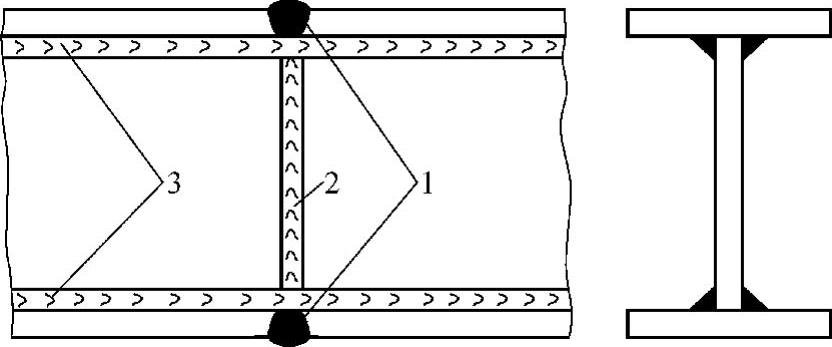
图11-3 按受力大小确定的合理焊接顺序
(2)预热 预热的作用有三点:一是降低焊件热影响区的温度梯度,使其在较宽的范围内获得较均匀的分布,从而减小温度应力的峰值;二是降低和控制焊接接头的冷却速度,因而减少淬硬倾向及减弱组织应力;三是有利于氢的扩散逸出,减少氢致应力集中。因此,预热从总体来讲,可降低焊接结构的残余应力。小件可以整体预热,大件局部预热。在局部预热时还要认真考虑结构件应力的分布情况,以确定预热部位,使之有利于温度的平缓分布或减少拘束程度。
(3)加热减应区法 选择焊件的适当部位进行加热,减少焊件在焊接时的拘束,使焊件尽量均匀冷却和收缩,以减小焊接应力,如图11-4所示。
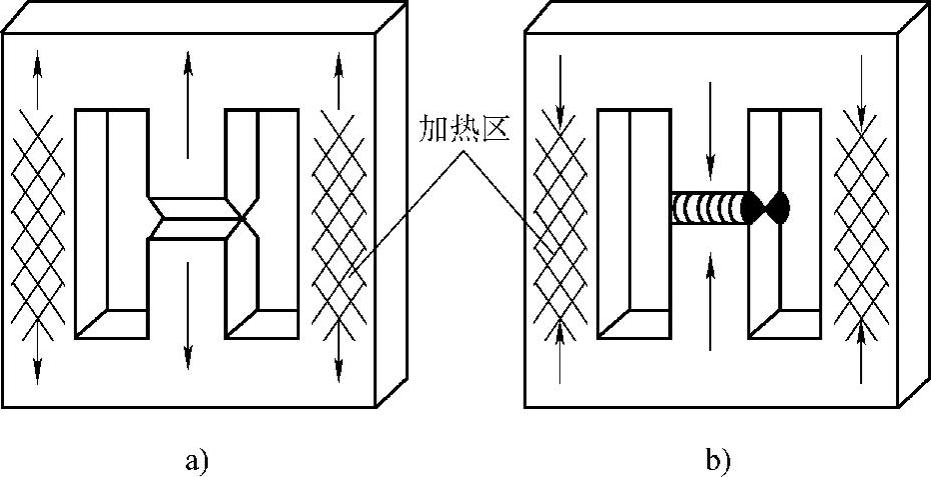
图11-4 加热减应区法示意图
a)焊前局部加热 b)焊后冷却
(4)采用较小的热输入 小的热输入可以减小不均匀加热的宽度,如用小直径焊条、快速不摆动、多层多道焊等。
(5)锤击法 在焊后热态下锤击焊缝,使焊缝得到延伸,从而减小焊接残余应力。
(6)减少氢的措施及消氢处理 为减少氢致应力集中,应尽量选择碱性低氢型焊条;焊条应按要求严格烘干;焊接结构件的坡口表面要清理干净水、油、锈和其他杂质。有的结构件必要时还要采取消氢处理。