一、焊接变形分类
焊接变形包括:纵向缩短、横向缩短、角变形、弯曲变形、扭曲变形和波浪变形等。
1.纵向缩短和横向缩短
(1)纵向缩短 焊件在焊后沿焊缝长度方向的缩短称为纵向缩短。焊缝的纵向收缩变形量随焊缝长度、焊缝熔敷金属截面积的增加而增加,随整个焊件垂直焊缝的横截面积的增加而减少。同样厚度的焊件,多层多道焊时产生的纵向收缩变形量比单层焊少。
(2)横向缩短 焊件在焊后,垂直于焊缝方向发生的收缩叫做横向缩短。横向收缩变形量随焊接热输入的提高而增加,随板厚的增加而增加。
2.角变形
角变形是焊接时,由于焊缝区沿板材厚度方向不均匀的横向收缩而引起的回转变形,角变形的大小以变形角α进行度量(见图11-5)。在堆焊、搭接和T形接头的焊接时,往往也会产生角变形。
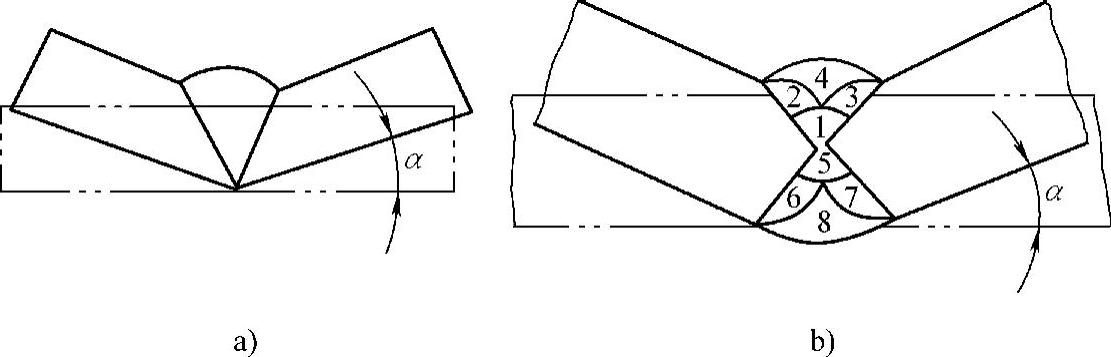
图11-5 角变形
a)V形坡口对接接头焊后角变形 b)双V形坡口对接接头焊后角变形
焊接角变形不但与焊缝截面形状和坡口形式有关,还与焊接操作方法有关。对于同样的板厚和坡口形式,多层焊比单层焊角变形大,焊接层次越多,角变形越大。
3.弯曲变形
弯曲变形是焊接结构中经常出现的基本变形,在焊接管道、梁、柱等焊接件时尤为常见。
弯曲变形主要是结构上的焊缝布置不对称或焊件断面形状不对称,焊缝收缩引起的变形。
弯曲变形的大小用挠度f进行度量。挠度f是指焊后焊件的中心轴偏离焊件原中心轴的最大距离,如图11-6所示。
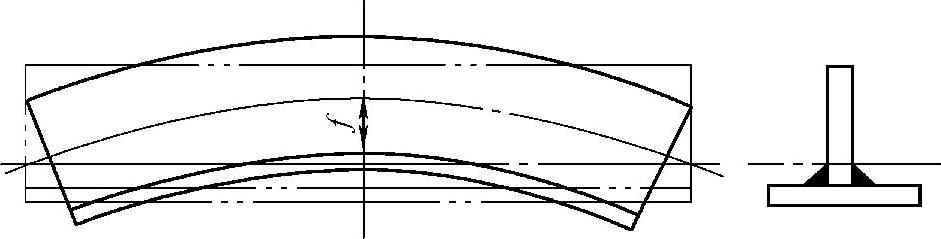
图11-6 弯曲变形
4.扭曲变形
如果焊缝角变形沿长度方向分布不均匀,焊件的纵向有错边,或装配不良、施焊顺序不合理,致使焊缝纵向收缩和横向收缩没有一定规律,这会引起构件的扭曲变形。
5.波浪变形
由于结构刚度小,在焊缝的纵向收缩、横向收缩综合作用下造成较大的压应力而引起的变形,薄板容易产生波浪变形,如图11-7a所示。
此外,当几条角焊缝靠得很近时,由于角焊缝的角变形连在一起也会形成波浪形,如图11-7b所示。
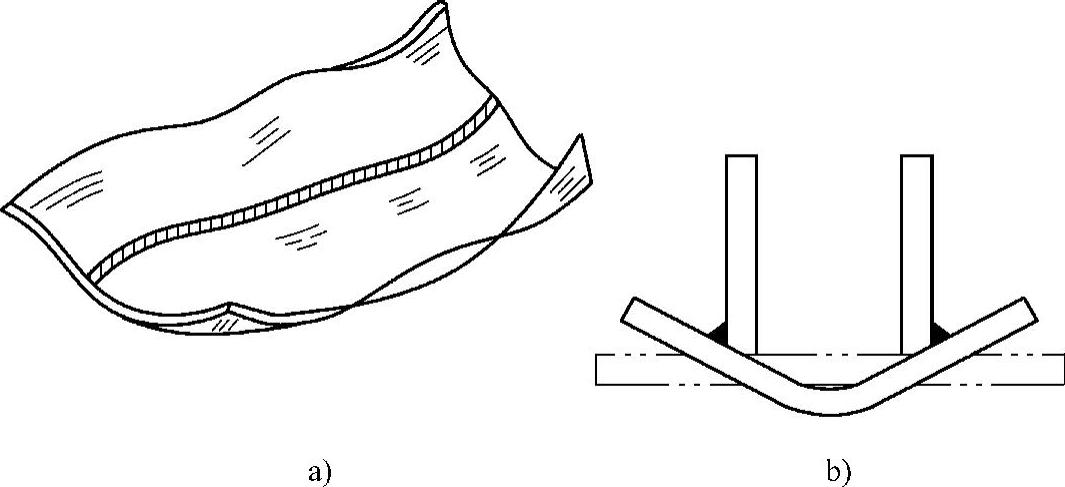
图11-7 波浪变形