二、中碳钢的焊接
2025年10月13日
二、中碳钢的焊接
1.中碳钢的焊接性分析
由于中碳钢碳含量较高,焊接时有较大的热裂纹、冷裂纹和气孔倾向,焊接性较差。
(1)热裂纹 焊接过程中如果熔合比控制不当,会使焊缝中碳含量增高,加上硫等有害杂质的影响,容易在焊缝中产生热裂纹,特别是在收尾部位易产生弧坑裂纹,因此收弧时必须填满弧坑。
(2)冷裂纹 由于碳含量高,热影响区淬硬倾向性大,在焊接残余应力的作用下易产生冷裂纹。
(3)气孔 焊接过程中,如果局部脱氧不完全,易产生一氧化碳气孔。
2.中碳钢的焊接工艺
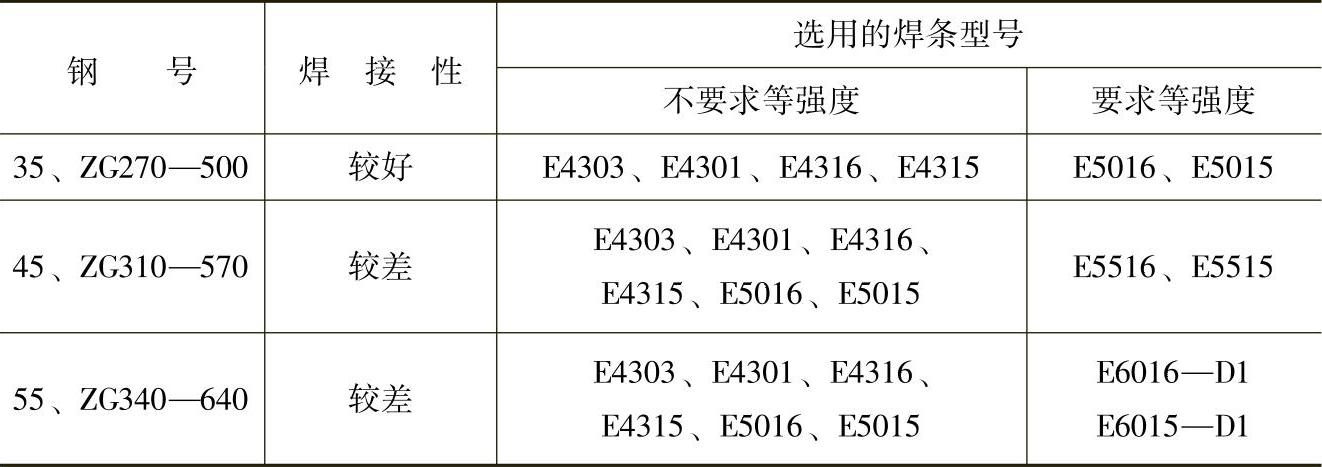
1)尽量选用低氢型焊接材料以提高焊接接头的抗裂性能。如果焊缝与母材不要求等强度时,亦可采用强度级别低一档次的低氢型焊条或铬镍奥氏体不锈钢焊条以减少焊接应力,提高抗裂性能。中碳钢焊接时的焊条选择见表7-7。
表7-7 中碳钢焊接时焊条的选择
2)需要焊前预热或控制多层焊时的层间温度,一般35、45钢预热温度可在150~250℃。
3)对于大厚度、大刚度或在动(或冲击)载荷条件下工作的焊件,除提高预热温度外,还应增加焊后600~650℃的去应力热处理(高温回火)、后热处理。
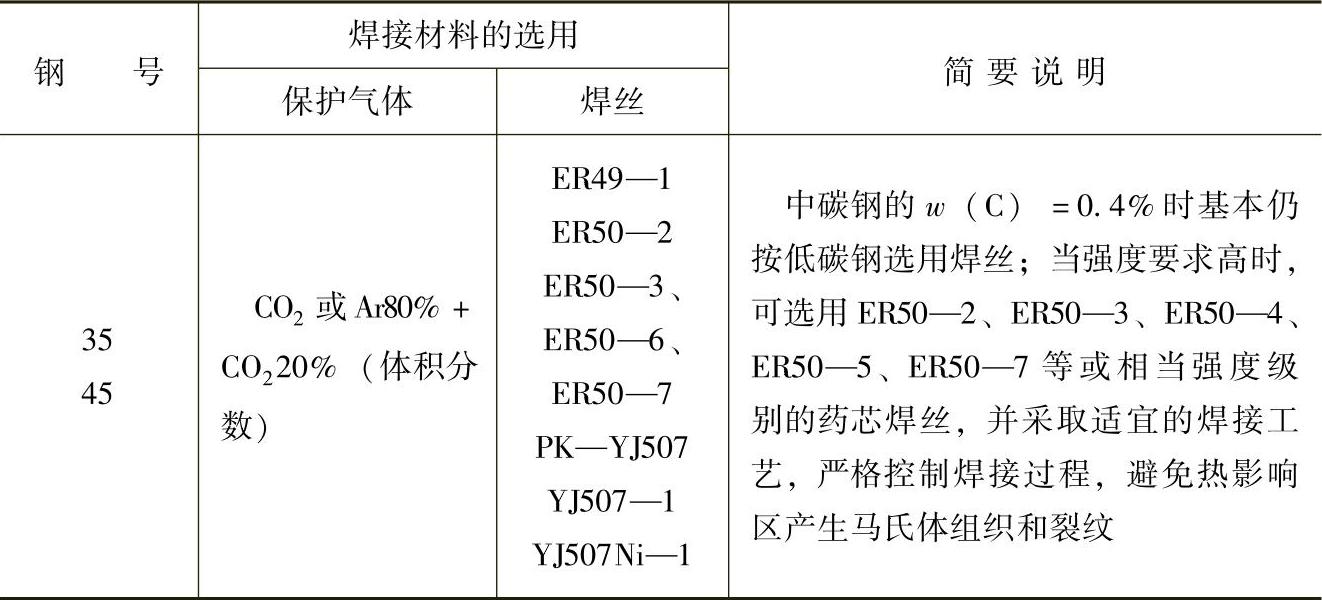
4)为防止在焊沸腾钢时焊缝出现气孔,应选择有足够脱氧剂(Mn、Si、Al等)的焊接材料。常用中碳钢气体保护焊时焊接材料的选用见表7-8。
表7-8 常用中碳钢气体保护焊时焊接材料的选用