对接平焊的焊条角度如图4-71所示。采用直线形或直线往返形运条法焊接。
焊接过程中发现定位焊缝开裂或焊件变形而错边量增大时,应停止焊接,用锤子将其修复,并定位焊牢固后再继续进行焊接。
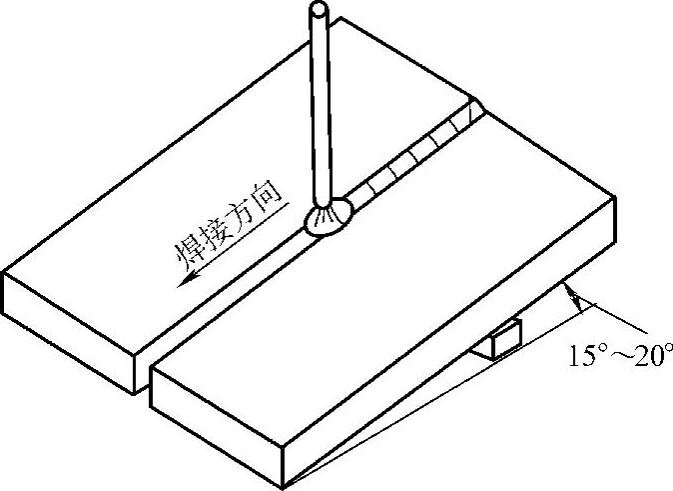
对可移动的焊件,最好将焊件一头垫起,使其倾斜15°~20°进行倾斜焊,如图4-72所示。这样可以提高焊接速度和减小熔深,对防止烧穿和减少焊接变形有利。
图4-72 倾斜焊
其他操作要领与T形接头相似。