V形坡口对接立焊
2025年10月13日
二、V形坡口对接立焊
1.装配与定位焊
同平焊相同。
2.焊接参数
V形坡口对接立焊焊接参数见表9-11。
表9-11 V形坡口对接立焊焊接参数
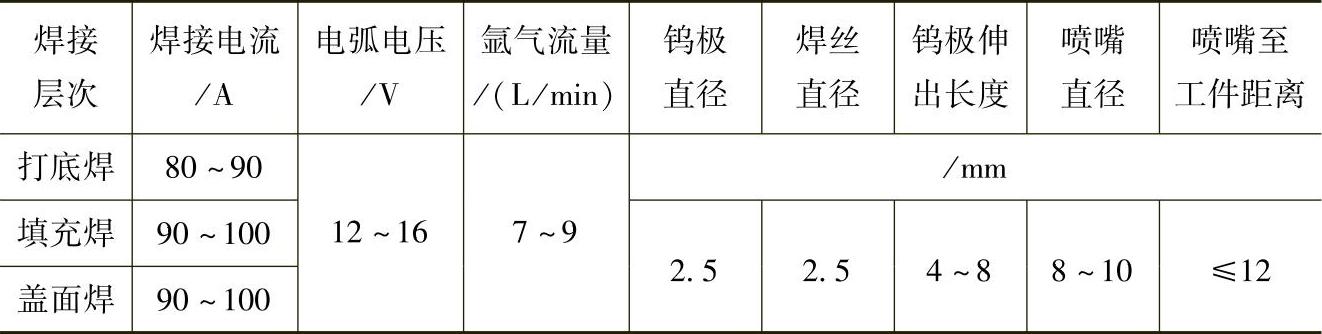
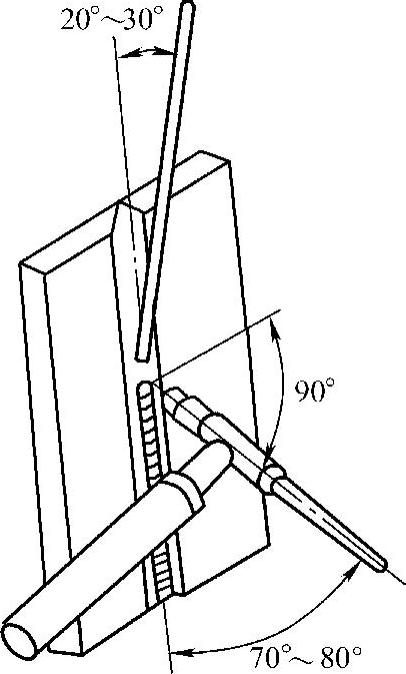
图9-47 立焊焊枪的角度与填丝位置
3.焊接技术
立焊难度较大,主要是熔池金属下坠,焊缝成形不好,易出现焊瘤和咬边,一般选用偏小的焊接电流,焊枪做上凸月牙形摆动,并随时调整焊枪角度来控制熔池的凝固,避免液态金属下淌,通过焊枪的移动与填丝的有机配合,获得良好的焊缝成形。首先进行定位焊,然后在工件最下端的定位焊缝上引燃电弧,开始打底焊,先不加焊丝,等定位焊缝开始熔化形成熔池和熔孔后开始填丝向上焊接,焊枪做上凸的月牙形运动,在坡口两侧稍停留,保证两侧熔合好。立焊焊枪的角度与填丝位置如图9-47所示。焊接时要注意焊枪向上移动的速度要合适,特别要控制好熔池的形状,保证熔池的外沿接近椭圆形,不能凸出来,否则焊道外凸成形不好。尽可能让已经焊好的焊道拖住熔池,使熔池表面接近一个水平面匀速上升,这样焊缝外观较平整。填充焊时,焊枪摆动幅度较大,保证两侧熔合好,焊道表面平整,焊接步骤、焊枪角度与打底焊相同。最后是盖面焊,除焊枪摆动幅度较大外,其余与打底焊相同。