7.铸铁件正火
球墨铸铁正火的目的是将基体组织转换为细珠光体组织,使铸件强度提高。铸铁件正火工艺一般为820~860℃透热,保温时间2~3h,出炉空冷。
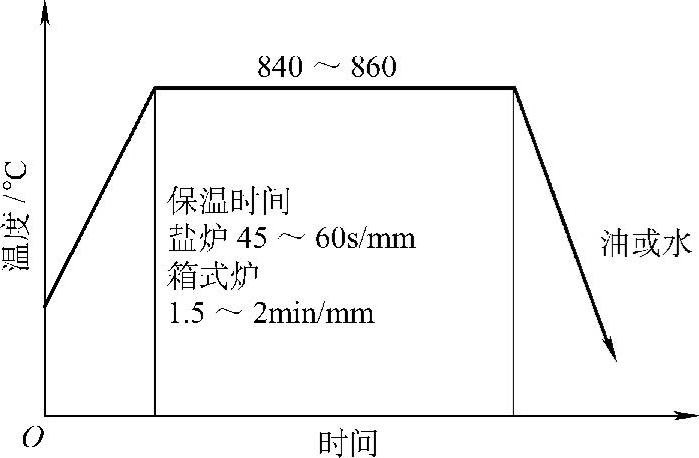
图20-6 普通淬火工艺规范

图20-7 等温淬火工艺规范
8.铸铁的表面热处理
铸铁件表面热处理的目的是改善铸铁件抗磨性能。钢的感应淬火、激光淬火、软氮化等工艺均适用于铸铁。柴油机、内燃机气缸套目前常采用激光淬火或软氮化处理。激光加热铸铁件加热速度很快,空冷后工件就可形成一层高碳马氏体组织的硬化层,因而抗磨损能力明显增强。铸铁件经软氮化处理后,表层形成一层ε相的化合物(Fe2-3N)高硬化层,不仅硬度高,同时摩擦因数小,因而抗磨损能力大为改善。