3.中温磷化工艺
通常是在50~70℃进行磷化,溶液的游离酸度与总酸度比值一般为1∶(10~15),处理时间为5~15min,其游离酸度比较稳定,磷化时间短,生产效率高,磷化膜耐蚀性与高温磷化相同。其成分与工艺条件见表27-5。
表27-4 常温磷化处理溶液成分及工艺条件 (单位:g/L)
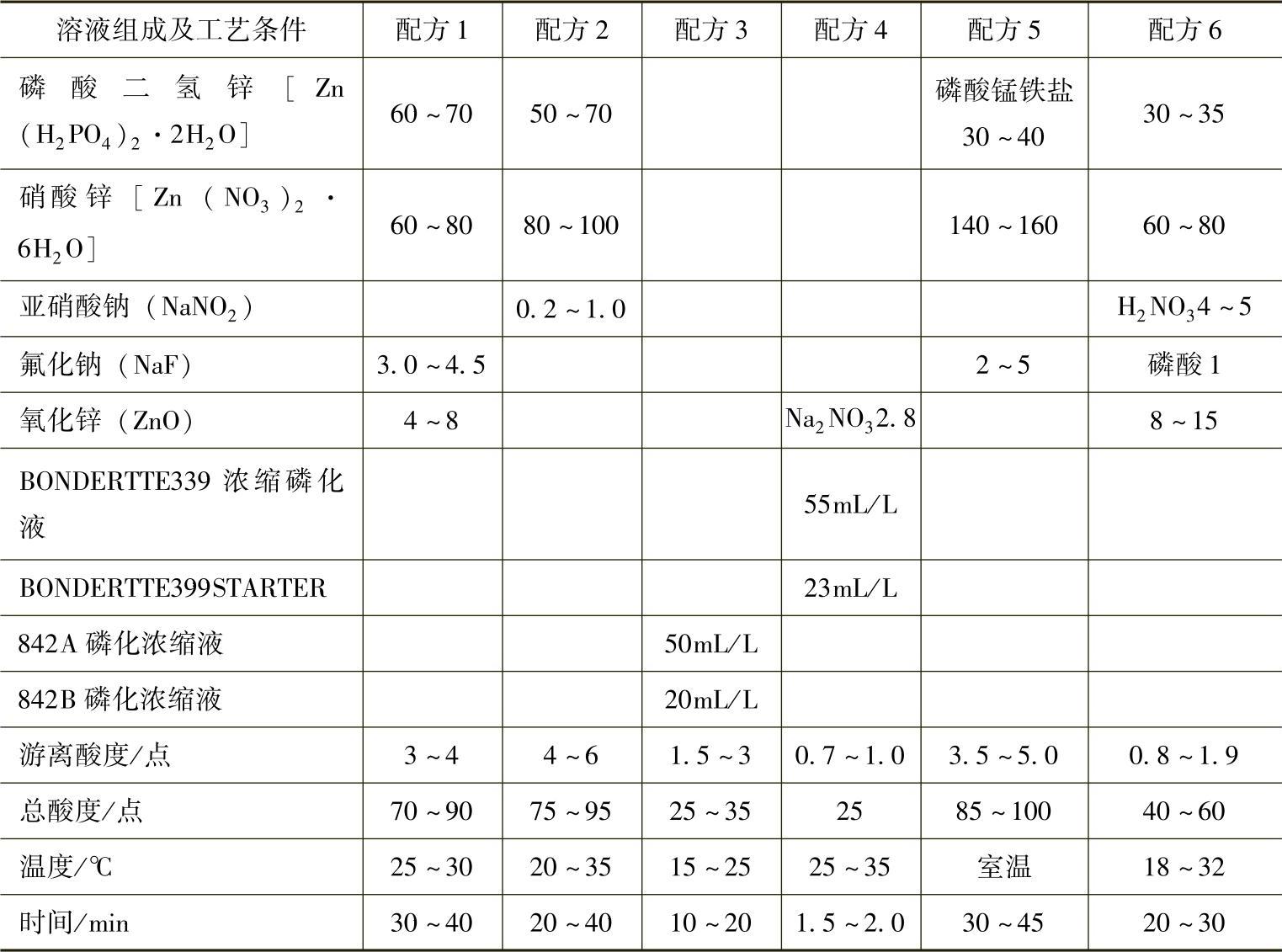
表27-5 中温磷化处理溶液成分及工艺条件 (单位:g/L)
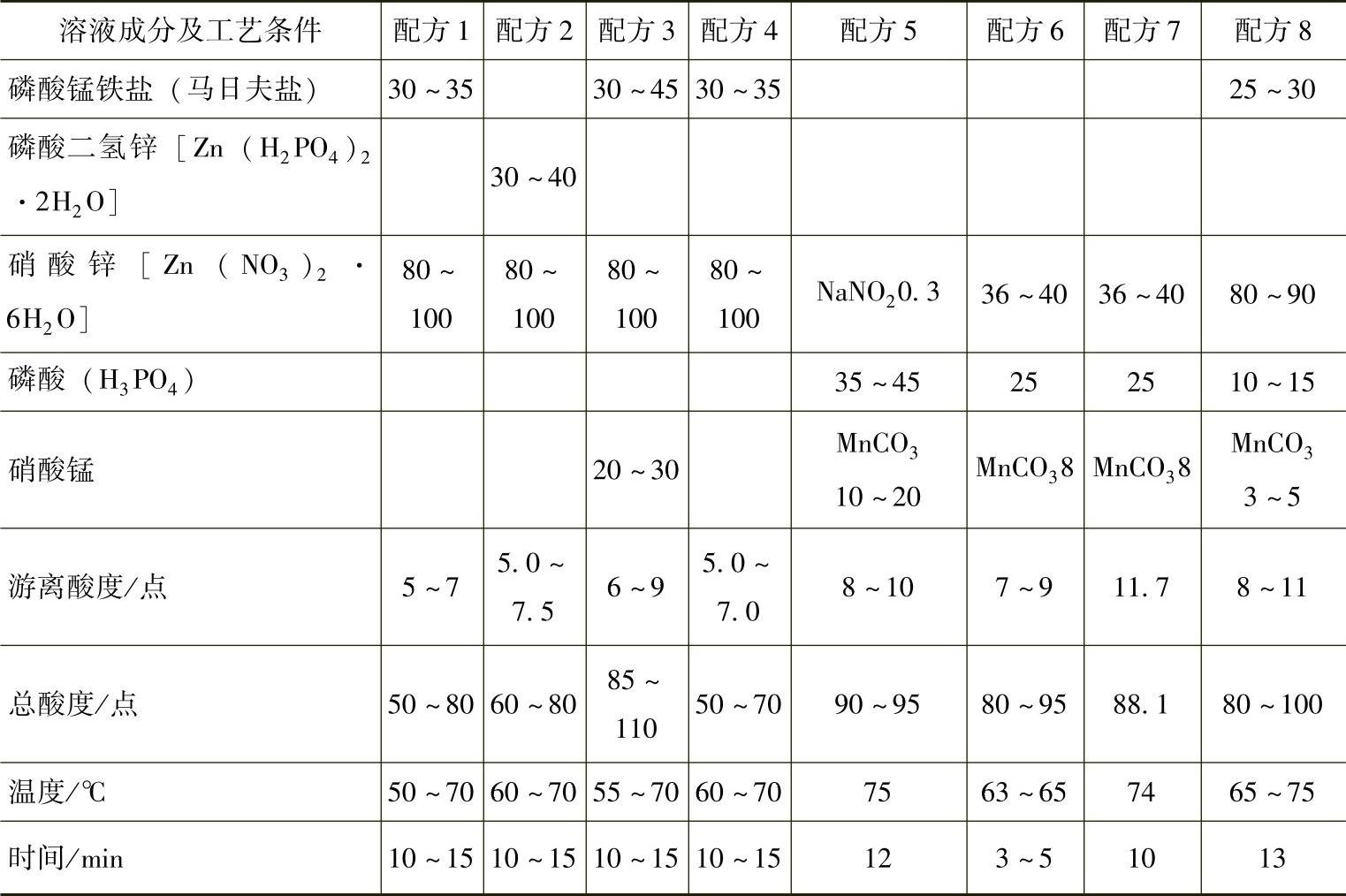
合金铸铁耐磨防锈磷化采用表27-5中配方5为宜;高磷灰铸铁零件磷化采用配方6为宜;45钢零件采用配方7为宜;激光热处理前的预处理磷化采用配方8为宜。配方1~4为常用磷化。