2.渗碳工艺及组织
渗碳的工艺参数是渗碳温度和渗碳时间。
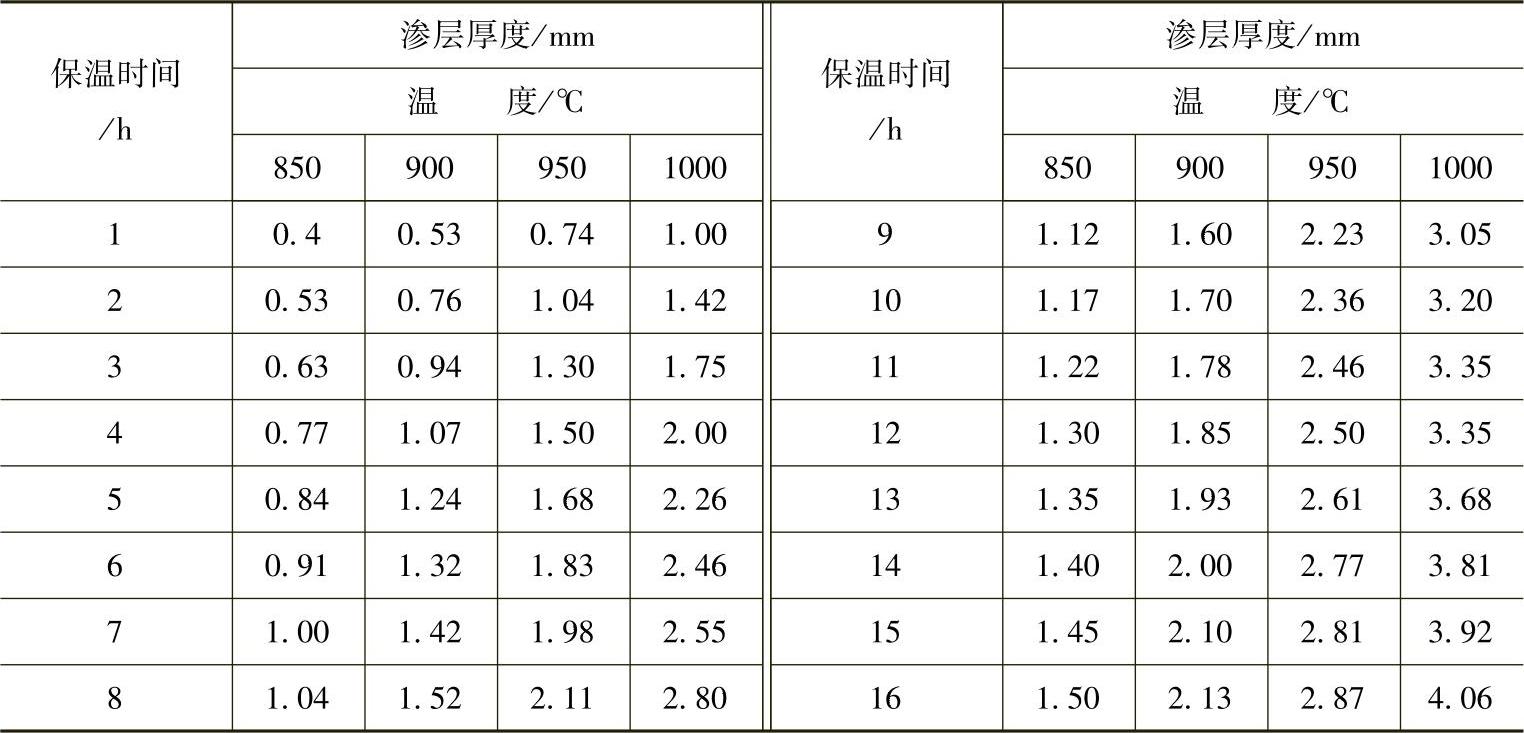
由于奥氏体的溶碳能力较大,因此渗碳温度必须高于Ac3温度。加热温度越高,则渗碳速度越快,渗碳层越厚,生产率也越高。但为了避免奥氏体晶粒过分长大,所以渗碳温度不能太高,通常为900~950℃。在温度一定的情况下,渗碳时间取决于渗碳层的厚度。表26-1是不同渗碳温度下,不同渗碳时间的渗层厚度。
表26-1 气体渗碳时渗层厚度与保温时间的关系
低碳钢件渗碳后表层的w(C)=0.85%~1.05%为最佳。渗碳缓冷后的组织,表层为过共析组织(珠光体和网状二次渗碳体),与其相邻为共析组织(珠光体),再向里为亚共析组织的过渡层(珠光体和铁素体),心部为原低碳钢组织(铁素体和少量珠光体)。