火焰淬火加热方法
2025年09月19日
2.火焰淬火加热方法
火焰淬火加热方法主要有图22-3所示的几种,可根据工件形状和表面淬火要求而定。
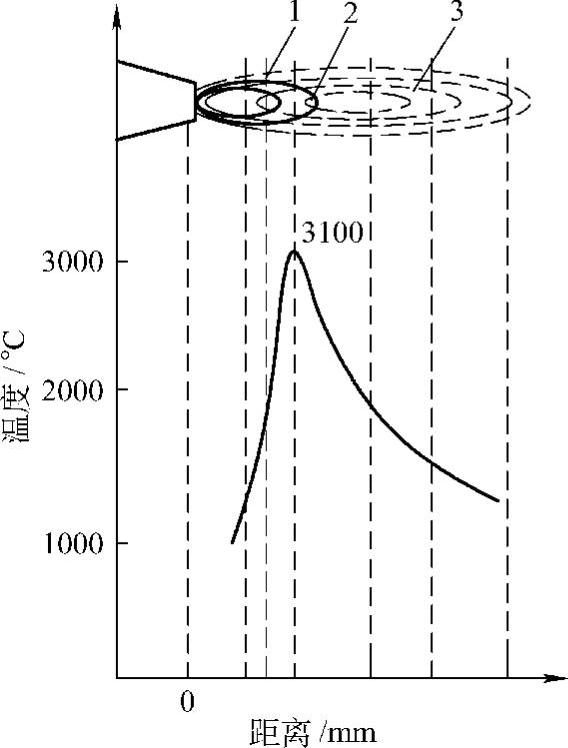
图22-2 氧-乙炔火焰所形成的中性火焰的组成及沿火焰长度温度分布
1—焰心 2—还原区 3—全燃区
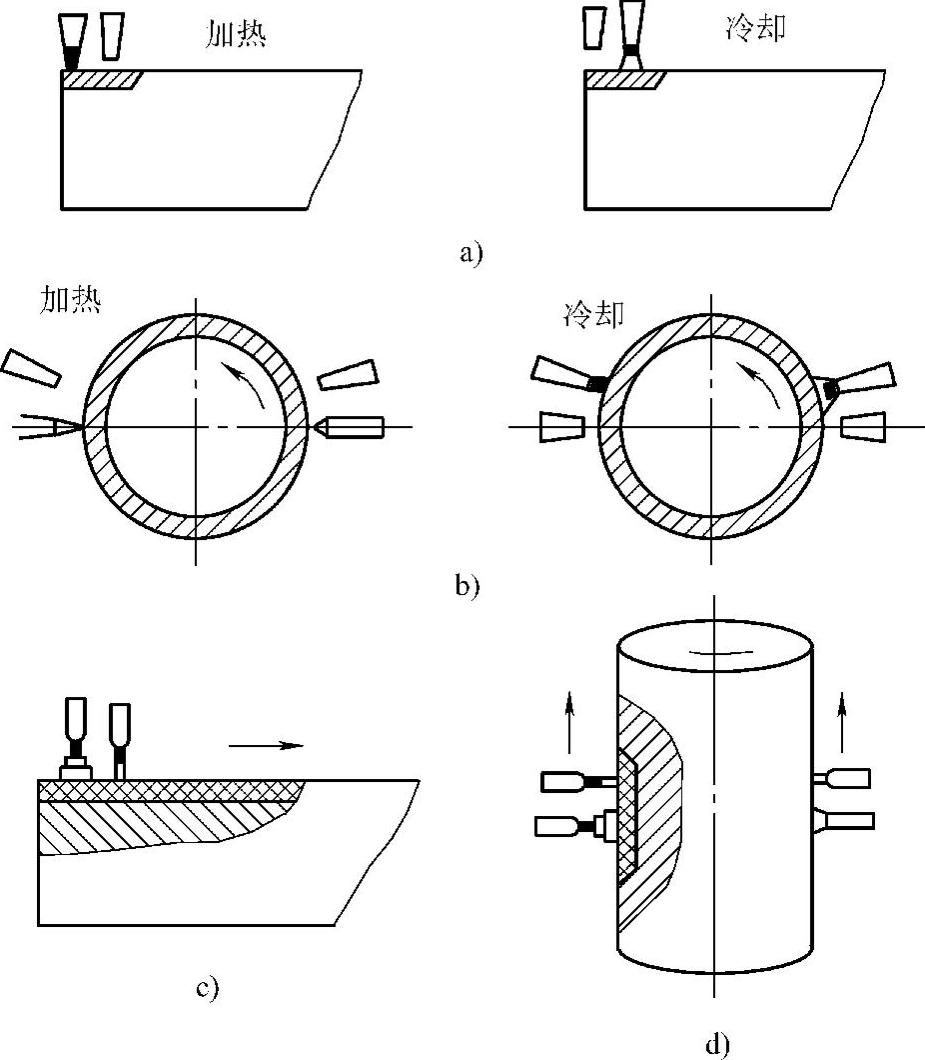
图22-3 火焰表面淬火加热方法示意图
a)固定法 b)旋转法 c)连续推进法 d)联合法
(1)固定法 工件与喷嘴均保持不动,先进行加热,达到淬火温度后,熄火后立即冷却。此法多用于局部淬火。
(2)旋转法 利用一两个不移动的火焰喷嘴,将以一定速度旋转(一般转速为75~150r/min)的工件表面加热,达到淬火温度后,关闭气门,喷水(或其他冷却剂)冷却。此法多用于回转体工件的表面淬火。
(3)连续推进法 工件和喷嘴以一定速度相对运动,边加热边冷却,此法用于长形平面或曲面工件的表面淬火。
当采用连续淬火法时,喷嘴中火孔与水孔间的距离是否合适,将直接影响淬火质量。距离太大,可能使淬硬层过深或淬不上火;反之则淬火温度高,变形大,容易使火焰熄灭或产生回击现象。根据不同钢号淬透性的差异,可将喷火孔和水冷孔距离调节在10~25mm之间。为了使水花不溅在焰心处,应使喷出的水柱后倾10°~30°,火孔与水孔间还应设置挡水板。
根据材料、技术要求和淬火方式,可选用水、聚乙烯醇水溶液等冷却剂。
(4)联合法(或称混合法)以一个或两个喷嘴,相对工件的中心线作平行直线运动,工件则绕轴线以一定的转速(75~150r/min)旋转,连续加热,随后冷却。此法主要用于长轴类工件的表面淬火。
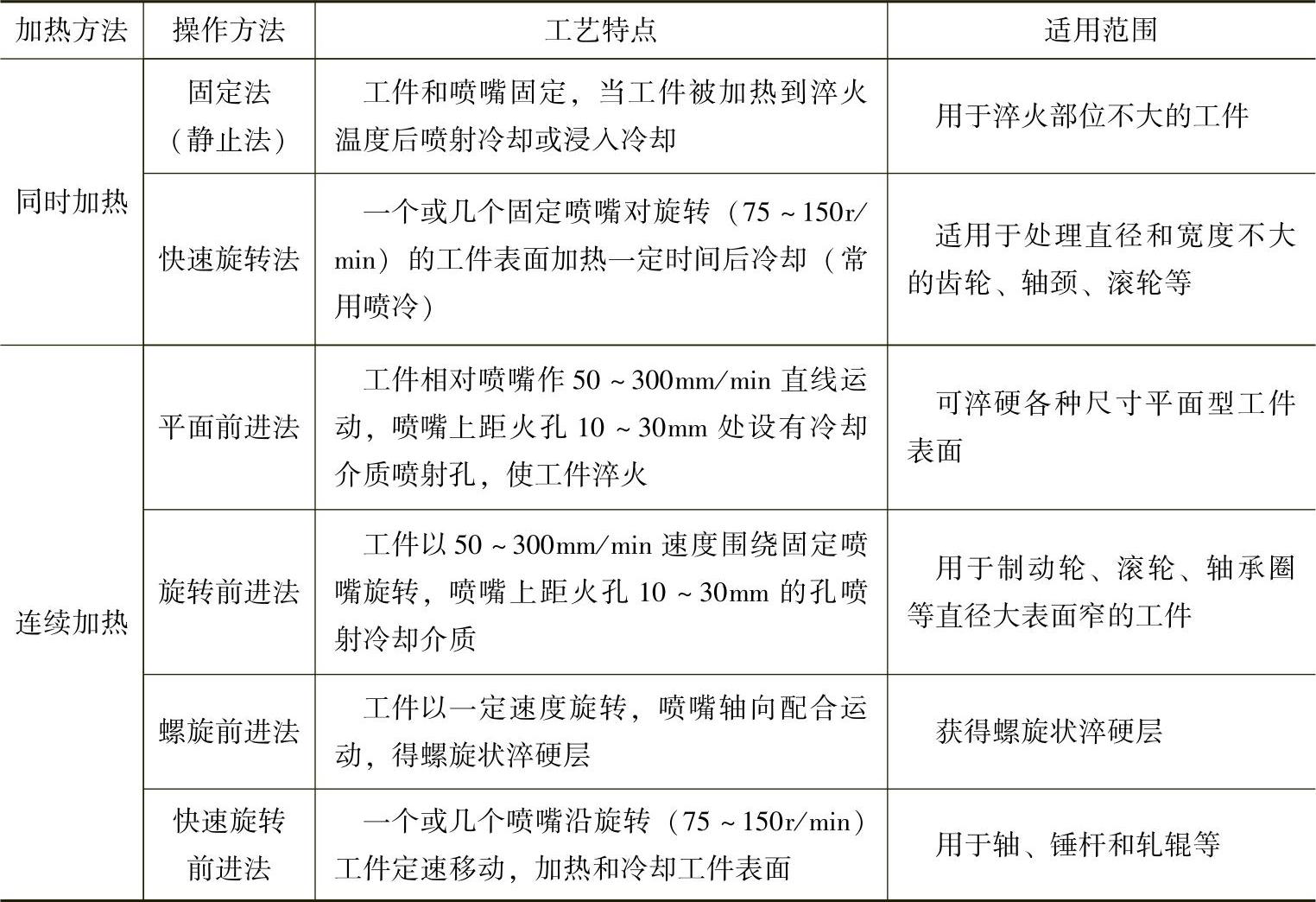
火焰淬火方法可分为同时加热方法和连续加热方法。其操作方法、工艺特点和适用范围见表22-2所示。
表22-2 火焰淬火操作方法、工艺特点和适应范围