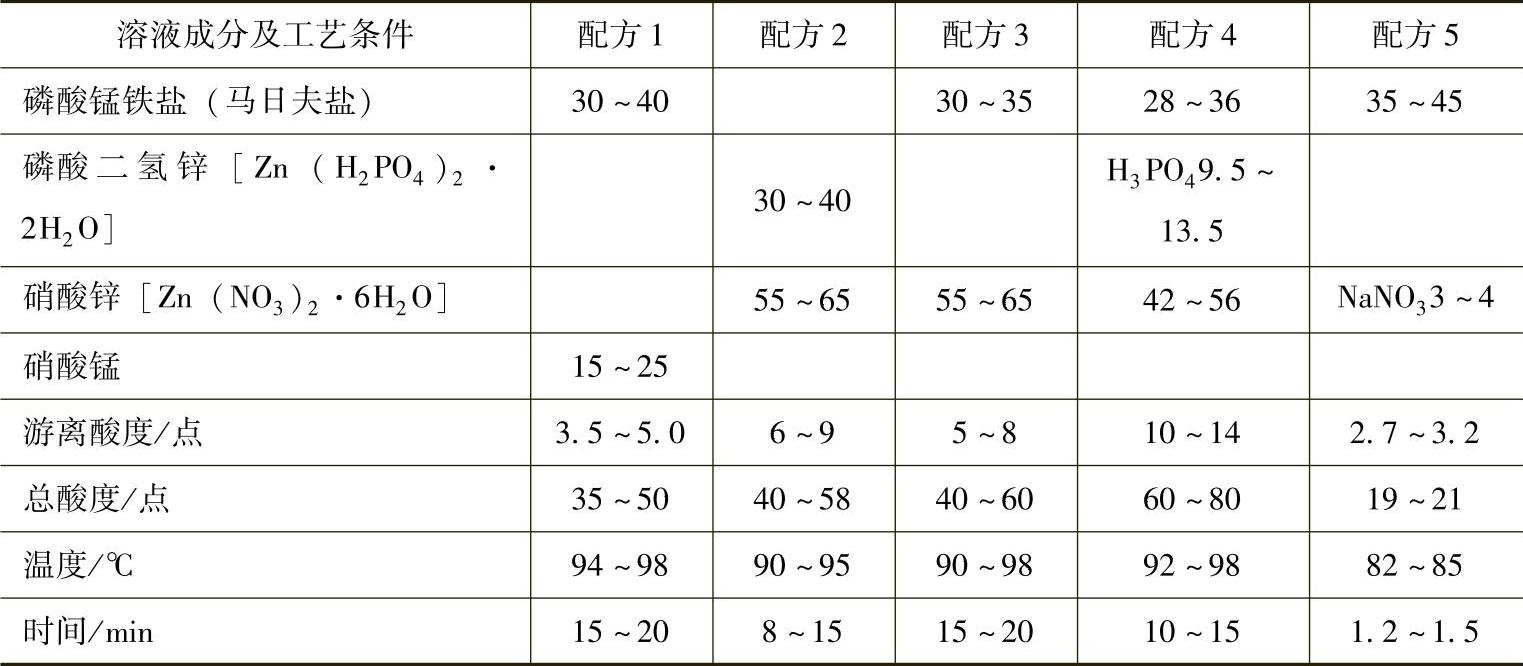
高温磷化工艺通常是在90~98℃温度下,溶液的游离酸度与总酸度比值一般为1∶(7~8),处理时间为10~20min。其优点是磷化膜的耐蚀性较高,结合力好。缺点是槽液加温时间长,溶液挥发大,游离酸度不稳定,结晶粗细不均匀。其成分与工艺条件见表27-6。
表27-6 高温磷化处理溶液成分及工艺条件 (单位:g/L)
配方5适合于GCr15钢零件耐磨磷化。