1.4.9 冷折下料
2026年01月15日
1.4.9 冷折下料
带缺口的坯料,变形时发生应力集中,从而引起脆性(疲劳)破坏,冷折下料就是利用这一现象,先在坯料需要折断的地方开缺口,然后在压力作用下将坯料折断。
冷折下料一般在压力机上进行,工艺方法、装置简单,几乎没有断口损耗,特别适用大截面轧材下料(不太适用于管材、型材下料),主要用于未经退火的,中、高碳钢以及中、高合金钢材料,如45、40Cr、GCr15等,不适用于软金属材料,因其不易折断并会出现毛刺,低碳钢冷折下料时预热到250~300℃的蓝脆区。(https://www.daowen.com)
开缺口可以用锯切、切削、气割等。电火花切割的缺口质量最好,缺口尺寸h、b、r应适当(图1-21),才能获得令人满意的断口质量,缺口深度h越大、圆角r半径越小,则应力集中越大,有助于冷折断裂。缺口宽度b可在3~8mm内选定,r、h按经验确定。
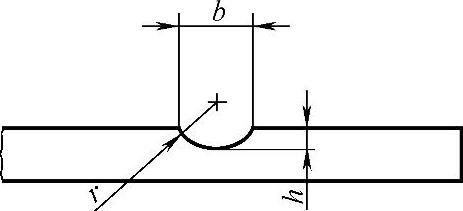
图1-21 冷折下料切割缺口示意