4.2.7 典型工艺
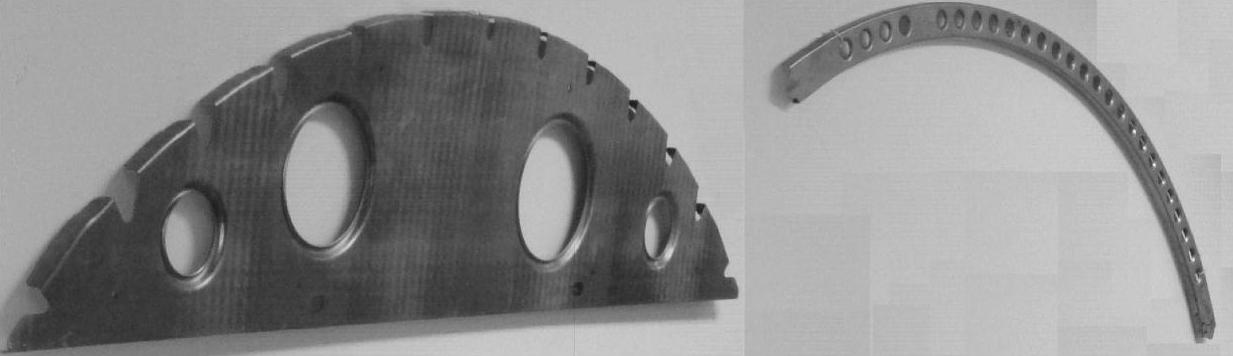
以带翻边减轻孔的同向弯边框板为例,其外形结构如图4-37所示。
1)零件特征:弯边带下陷,腹板上制有翻边孔、加强孔、减轻孔及加强筋。
2)主要工艺流程:

图4-37 典型腹板结构零件
①领取展开料。
②按展开样板划线钻销钉孔,去毛刺,擦净油污。
③将坯料按弯边方向套在模具销钉上。
④对无法成形的结构孔应预成形。
⑤对深度大于4mm的下陷,应预先手工敲打贴模。(https://www.daowen.com)
⑥开动液压机压制成形。
⑦手工修正零件。
⑧淬火。
⑨校正淬火后变形。
⑩装配孔在淬火校正后钻出。
⑪测试硬度。
⑫制标识。
⑬表面处理。
⑭检验。
⑮办理移交。