3.3.4 滚弯成形工艺要点及对策
1.滚弯校正余量
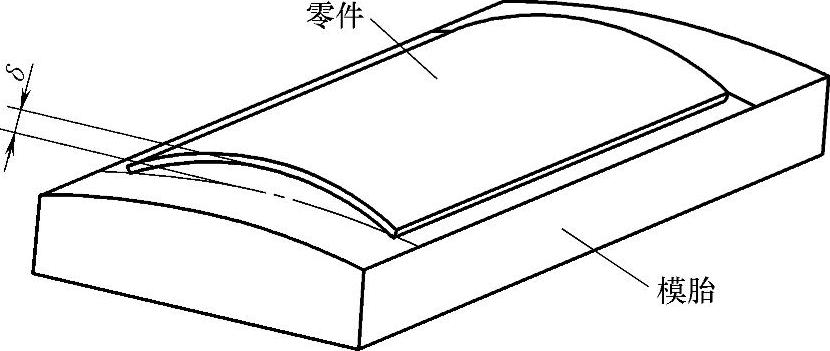
零件滚弯后若需少量手工修整时,滚弯后的曲率半径应适当小于零件要求的曲率半径,滚弯校正余量一般控制在4mm之内,如图3-34所示。
2.滚弯两侧直线段
对于对称三轴滚弯来说,在零件成形的始端和末端各有长度近似为a(下辊轴水平中心距之半)的直线段无法直接成形。
减少两侧直线段长度的方法如下:
1)尽可能调整机床下辊轴为最小。(https://www.daowen.com)
2)两侧留出工艺余量,成形后切除。
3)先成形侧边曲率,后滚弯成形。
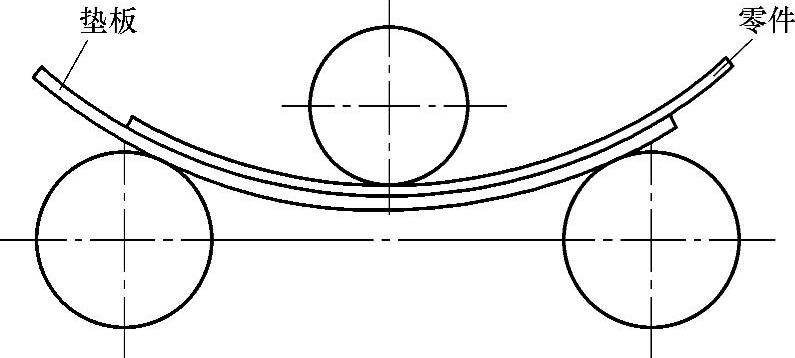
4)加垫板滚弯,依靠垫板强制成形两侧边的曲率,垫板厚度一般为零件板厚的两倍,如图3-35所示。

图3-34 滚弯校正余量
图3-35 加垫板滚弯