1)提高材料的成形性能,成形极限提高,从而减少数量,模具成本可降低到传统成形模具的30%。
2)成形精度高、回弹较小。拉深比为3∶11的筒形件的圆柱度为0.07mm。
3)成形后的零件壁厚均匀,厚度变化≤15%。
(https://www.daowen.com)
图8-63 充液成形的基本原理
4)零件表面完整性较好。
5)可成形封闭型零件,以减少后续焊接对零件整体性能的影响。
6)手工工作量减少、生产周期缩短。生产成本降低、劳动条件改善。
 (https://www.daowen.com)
(https://www.daowen.com)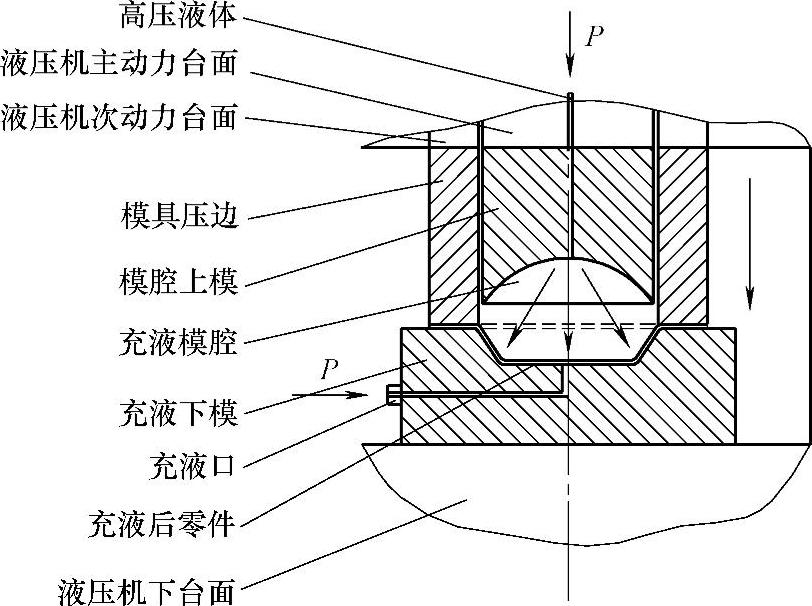 (https://www.daowen.com)
(https://www.daowen.com)