1.5.3 钣金生产车间工艺布置
2026年01月15日
1.5.3 钣金生产车间工艺布置
1.概述
车间生产劳动量是确定工艺布置的主要依据,同时也是确定车间人员、面积的主要依据。通常钣金生产车间由不同的钣金加工设备组成,其中每一台设备生产一定种类的工件,每台设备的选择主要由工件的尺寸、形状和成形技术及生产量来确定。钣金生产工艺中传统上将同类型设备集中在一起布置,目前管理先进企业是依据产品工艺流程满足精益制造思想,按单元生产布置。
传统工艺布置,能在短期内迅速提高工人的熟练程度,但存在着大量搬运作业或为减少搬运次数增加大量在制品,单元生产布置是在生产线内的机器设备、作业台面等按照工艺流程布局,并且设置合理的间距,布局的原则是逆时针排布,出、入口一致。与传统不同的是工人需巡回作业,即工人随工件一起移动,做完一道工序立即转入下一道工序操作,显然需要对工人进行多能化培训。它的优点是最大限度地减少搬运工作量,减少在制品,避免错混料,实现生产线平衡。
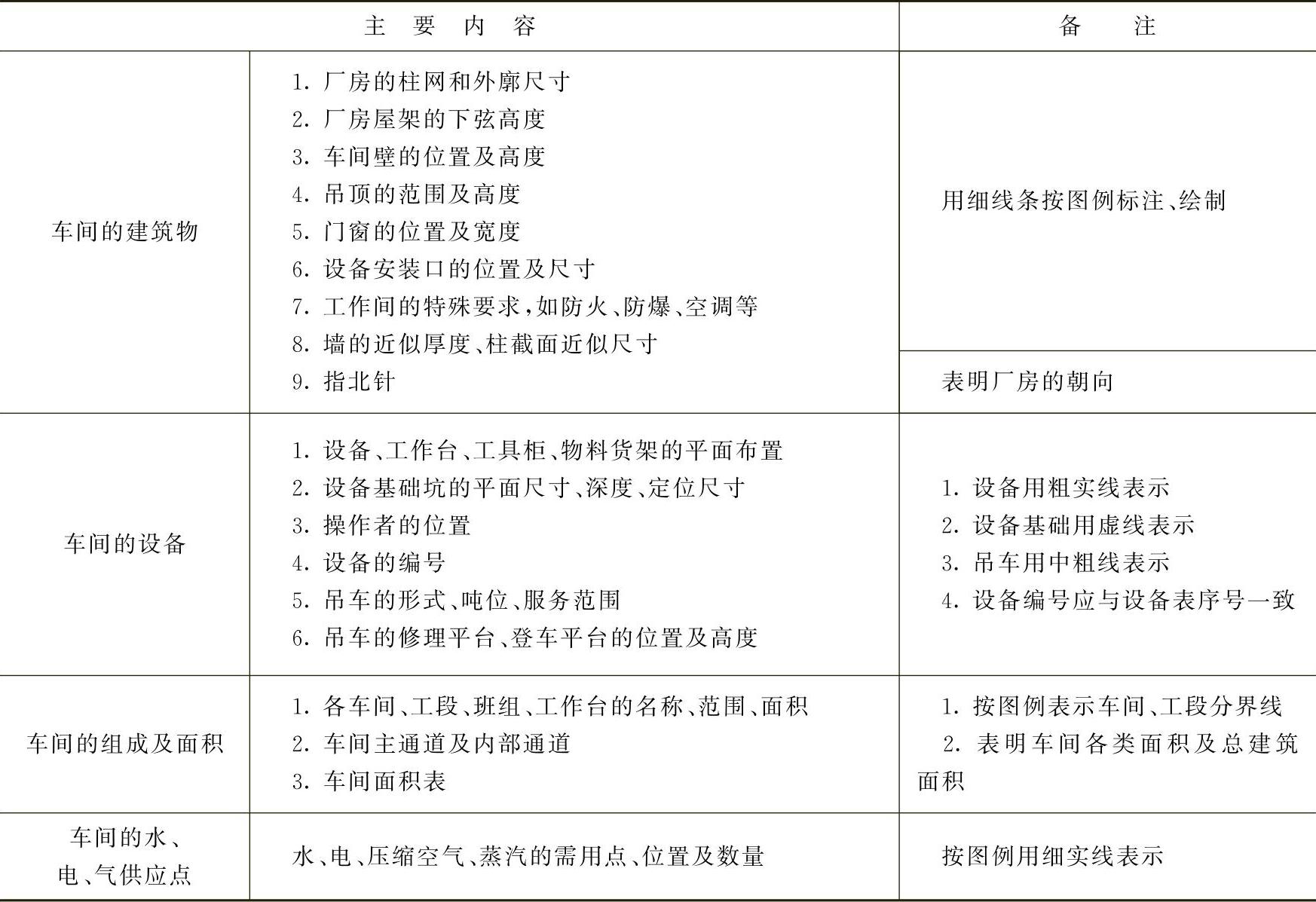
2.工艺布置的主要内容
飞机钣金车间工艺布置的主要内容见表1-27。(https://www.daowen.com)
表1-27 飞机钣金车间工艺布置的主要内容
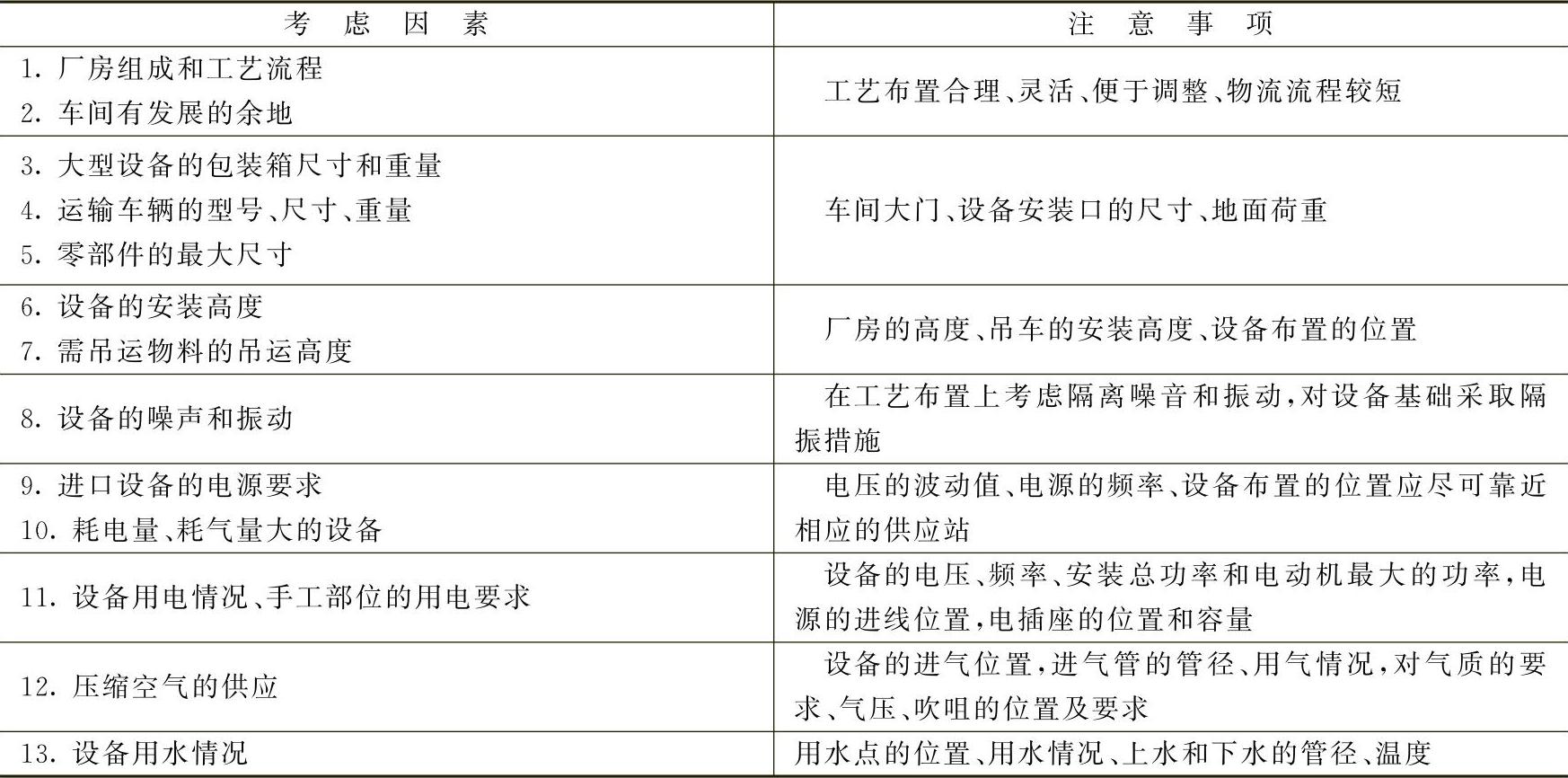
3.工艺布置的注意事项
飞机钣金车间工艺布置的注意事项见表1-28。
表1-28 飞机钣金车间工艺布置的注意事项