4.5.2 闸压成形分类
1.按截面沿长度方向的变化情况分类
(1)等截面零件 零件截面的几何要素沿长度方向不发生变化。
(2)变截面零件 零件截面的几何要素中,至少有一个要素沿长度方向发生变化。
2.按截面形状分类
(1)角形 角形闸压件截面如图4-79所示。

图4-79 角形闸压件截面
(2) 形
形  型闸压件截面如图4-80所示。
型闸压件截面如图4-80所示。
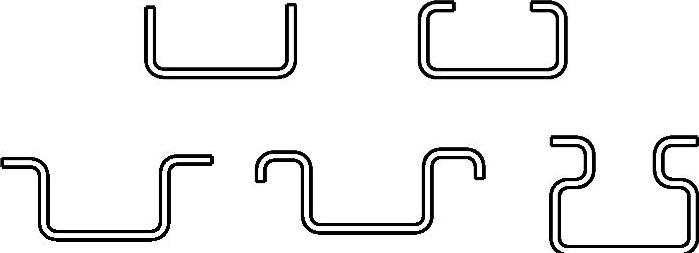
图4-80  形闸压件截面
形闸压件截面
(3)圆弧形 圆弧形闸压件截面如图4-81所示。
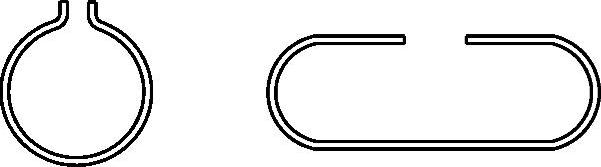
图4-81 圆弧形闸压件截面
(4)半圆形 半圆形闸压件截面如图4-82所示。(https://www.daowen.com)

图4-82 半圆形闸压件截面
(5)复杂形 复杂形闸压件截面如图4-83所示。
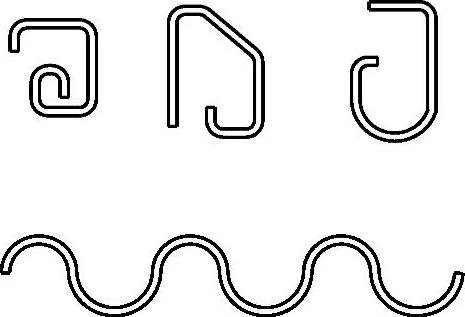
图4-83 复杂形闸压件截面
3.按闸压形式分类
(1)自由折弯(见图4-84a)其V形下模固定于压力机的工作台上,楔形上模随压力机的滑块作上、下往复运动。将板料置于下模上,上模下行压弯板料,控制上模楔入下模的深度(即滑压运动的下死点),就能获得具有不同弯曲角的工件。它的优点是,用一套简单的V形模可得到一系列不同的弯曲角。它的缺点是,压力机的垂直变形、板材性能的差异和微小变化都会使弯曲角度发生明显的变化,一般来说,滑块行程变化0.04mm会使弯曲角变化1°,因此要求精确控制滑块运动的下死点,并对压力机的弹性变形和工件本身的回弹等进行补偿。
(2)强制折弯(见图4-84b)在折弯的最后阶段,上模将板料压靠在下模的V形槽内,使其带有校正作用,可使工件的回弹限制在较小的范围之内。但一套V形模仅能获得一定的弯曲角,所以工件的所有角度必须相等,否则就需更换模具。
(3)三点式折弯(见图4-84c)除了下模上有两处与板料接触外,底部活动垫块的上平面处也和板料接触,故称为“三点式”。其滑块上设有液压垫,因此压力机的运动精度和变形,以及板料的性能变化等都不会影响工件的弯曲角,它仅取决于下模凹槽的深度H(它由下模内腔与活动垫块构成)和宽度W,且带有强制折弯的性质,所以可获得回弹小、精度高的工件。显然,调节并控制活动垫块的上、下位置,同样也可在一套模具上获得不同的工件弯曲角。
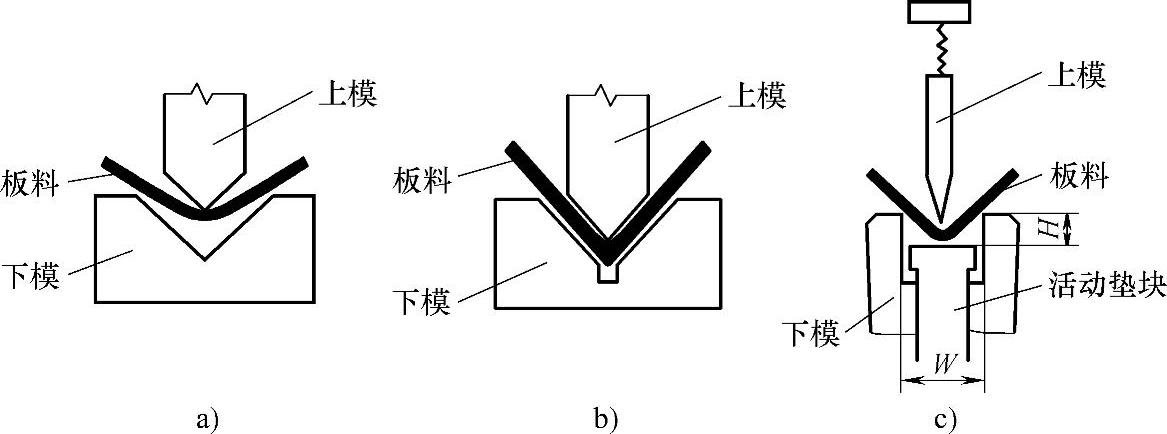
图4-84 常用的折弯方法
a)自由折弯 b)强制折弯 c)三点式折弯
除此之外,还有一种称之为“旋转折弯”的方法,即先将板料垂直压紧,然后借助一旋转机构使其外伸部分发生弯曲。这种方法仅能使板料的边缘弯曲,所以又称为“折边机”。该工艺所使用的压力机与上述三种方法所使用的压力机有很大区别。
在现代折弯机上,已很少采用强制折弯方法,普遍采用的是自由折弯和三点式折弯方法。