6.3.4 导管端头柔性接头挤压成形
2026年01月15日
6.3.4 导管端头柔性接头挤压成形
早期的飞机燃油系统导管采用滚波纹和夹布胶管和卡箍的连接方式来达到飞机机翼区域的柔性补偿要求。随着技术进步,出现了挤压式柔性接头连接。柔性接头管袖与导管端头的挤压装配加工还是使用8777自动挤压机。当然也可以使用定力矩扳手完成装配。因为挤压棒保持架上的滚针轴线相对于保持架滚针窗口对称线有2°的倾斜,所以,当用定力矩扳手施加扭矩旋转芯轴时,由于滚针与芯轴的摩擦力倾斜于芯轴轴线,其沿芯轴轴线的分力牵引芯轴轴向送进。送进的同时由于芯轴的锥面设计使得滚针沿保持架半径方向增大距离而达到将管壁挤压进五道环槽形成导管壁与柔性接头的密封。使用8777挤压机时送进就是依靠这个原理。
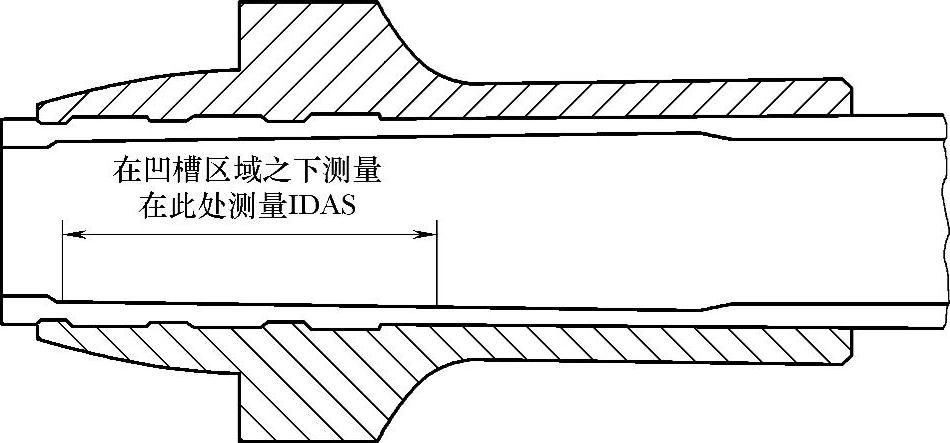
图6-15 挤压内径的测量
 (https://www.daowen.com)
(https://www.daowen.com)
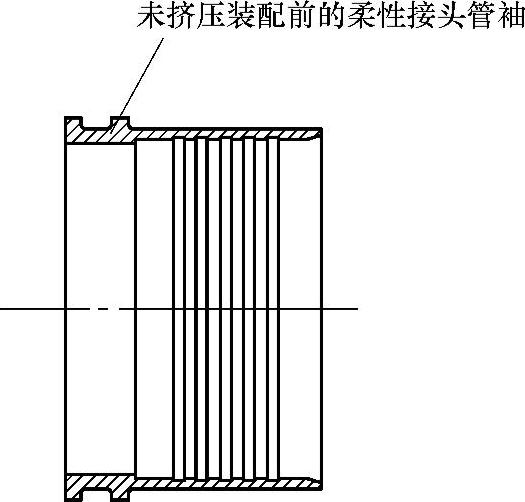
图6-16 柔性接头剖面
挤压式柔性接头质量验收方法:每个规格每次正式生产前,按照规定的扭矩挤压两个接头(一根导管),先进行耐压试验,然后进行剖切检查填充率是否达到85%,两个指标都合格的情况下才能够进行正式生产。图6-16所示为柔性接头剖面。图6-17所示为挤压后的柔性接头剖面。
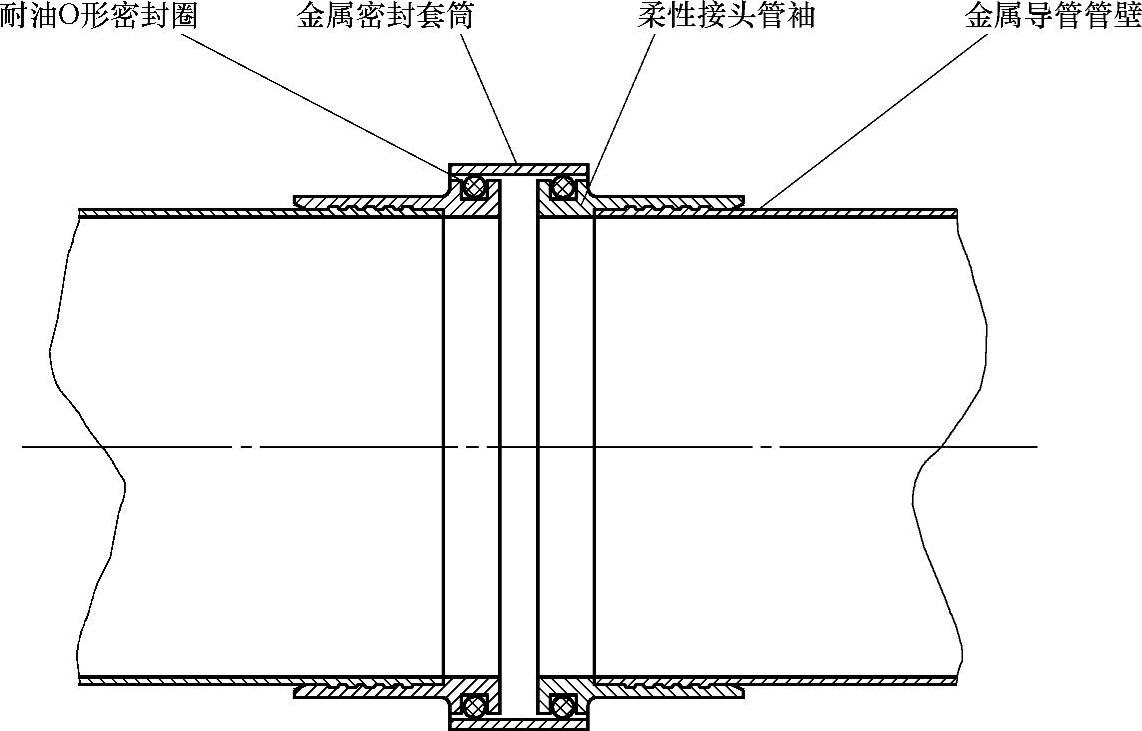
图6-17 挤压后的柔性接头剖面