9.8.1 落压模的设计与制造
1.定义、特点、分类
(1)定义 落压模用于外形复杂零件(如半管、整流罩等)的成形。
(2)特点
1)模具材料为铅锌,可以回收,可反复使用。
2)模具结构简单,易补料。
3)在落锤锤头冲击下成形,成形质量较差,故使用受到限制,在航空工业新机研制中基本不采用,但是在传统的机型中还存在。
4)成形方法逐渐被液压成形替代。
(3)分类
1)按作用分为以下几类。
①成型模。
②校形模。
③过渡模。
2)按材料分为以下几类。
①铅锌落压模:铅锌为主要材料。
②环氧塑料落压模:基体为铅锌,表面层为环氧塑料。
③聚氨酯橡胶落压模:基体为铅锌,表面层为聚氨酯橡胶。
2.落压模的典型结构(见图9-64)
3.落压模的结构设计
(1)半管类零件成形模 半管类零件成形模如图9-65所示,模具按实样制造。
(2)整流罩成形模(见图9-66)
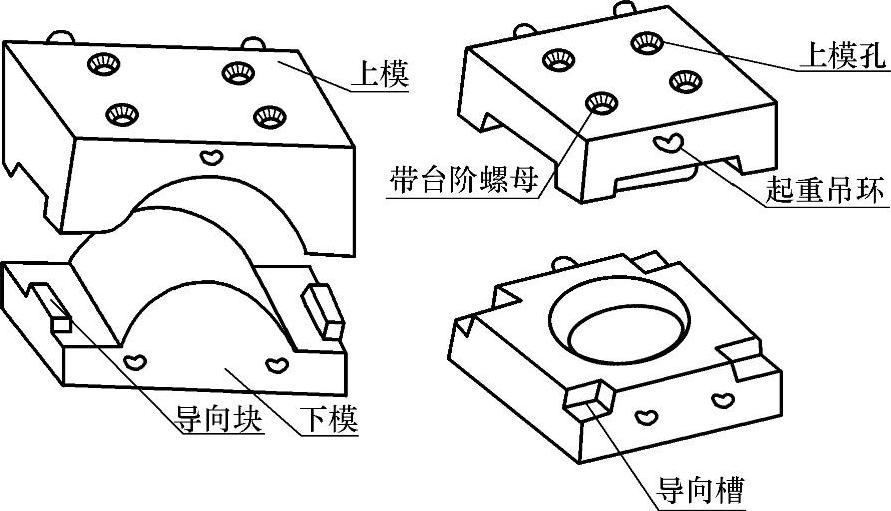
图9-64 落压模的典型结构
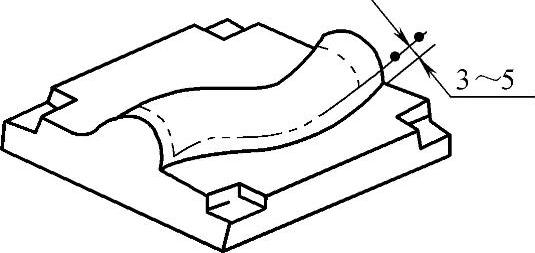
图9-65 半管类零件成形模
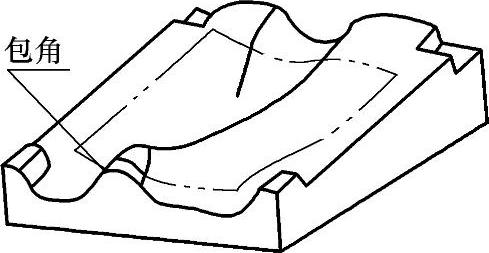
图9-66 整流罩成形模
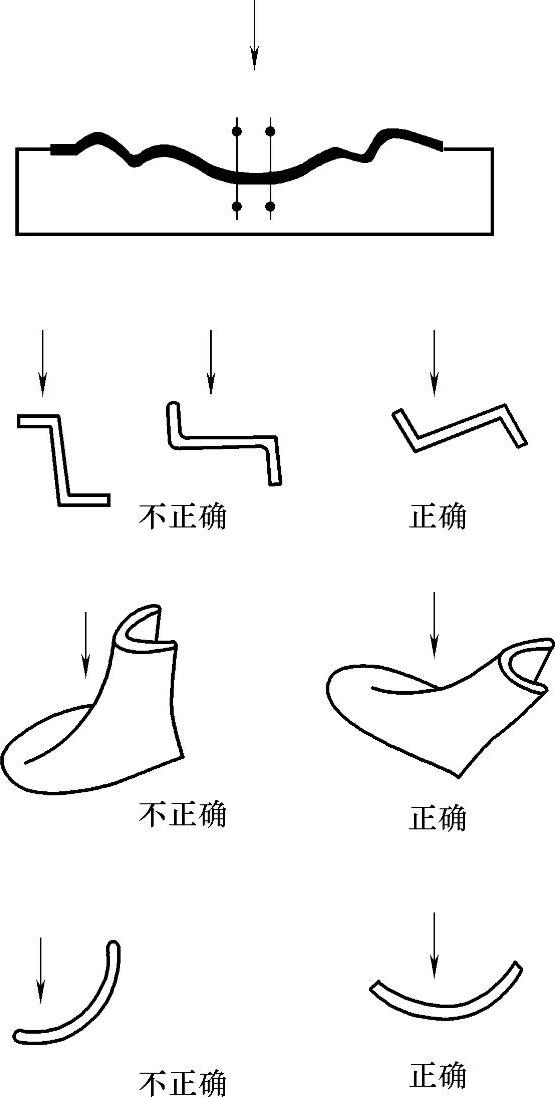
图9-67 落压模型面位置示意图
 (https://www.daowen.com)
(https://www.daowen.com)
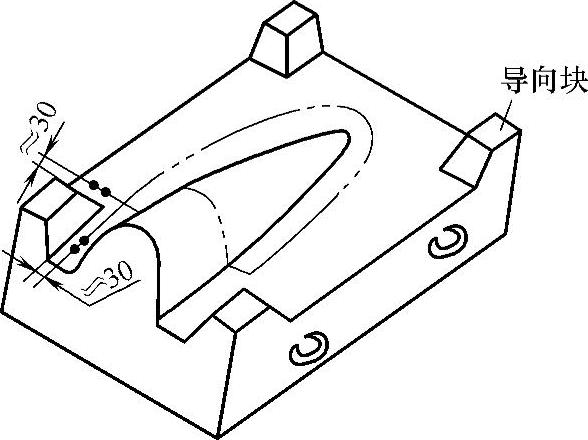
图9-68 落压模导向块的设计
(3)凸、凹模选择原则
1)凸模选择原则如下:
①外表面质量要求高。
②排皱方便。
2)凹模选择原则如下:
①便于摆放、消皱。
②零件外形尺寸要求高。
(4)型面位置 型面位置角度要正确,如图9-67所示。
(5)导向块的设计(见图9-68)凸型面的下模一般制导向块,凹型面的下模制出导向模,特殊型面采用混合导向。
(6)落压模的间隙值(见表9-22)
表9-22 落压模的间隙 (单位:mm)

注:蒙皮、整流包皮利用硬度低的金属在锤击后自然形成间隙。
(7)吊环的安装注意事项
1)吊环的数量应保证吊运安装可靠安全,其数量一般为2~3个。
2)上模安装孔的数量与位置应按上模的对称中心线分布合理,间距与锤头上的安装孔一致。
4.过渡模的设计
零件在成形过程中,不能一步到位,必须预成形,即用过渡模,其预成形的尺寸确定原则是成形前后零件的表面基本相等。图9-69所示为整流罩过渡模。
其他类似零件的过渡模可根据经验和计算而得。
5.落压模的制造
1)环氧塑料落压模的制造过程如图9-70所示。
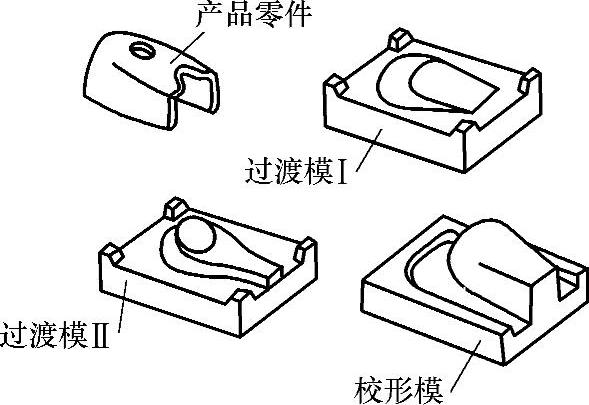
图9-69 整流罩过渡模
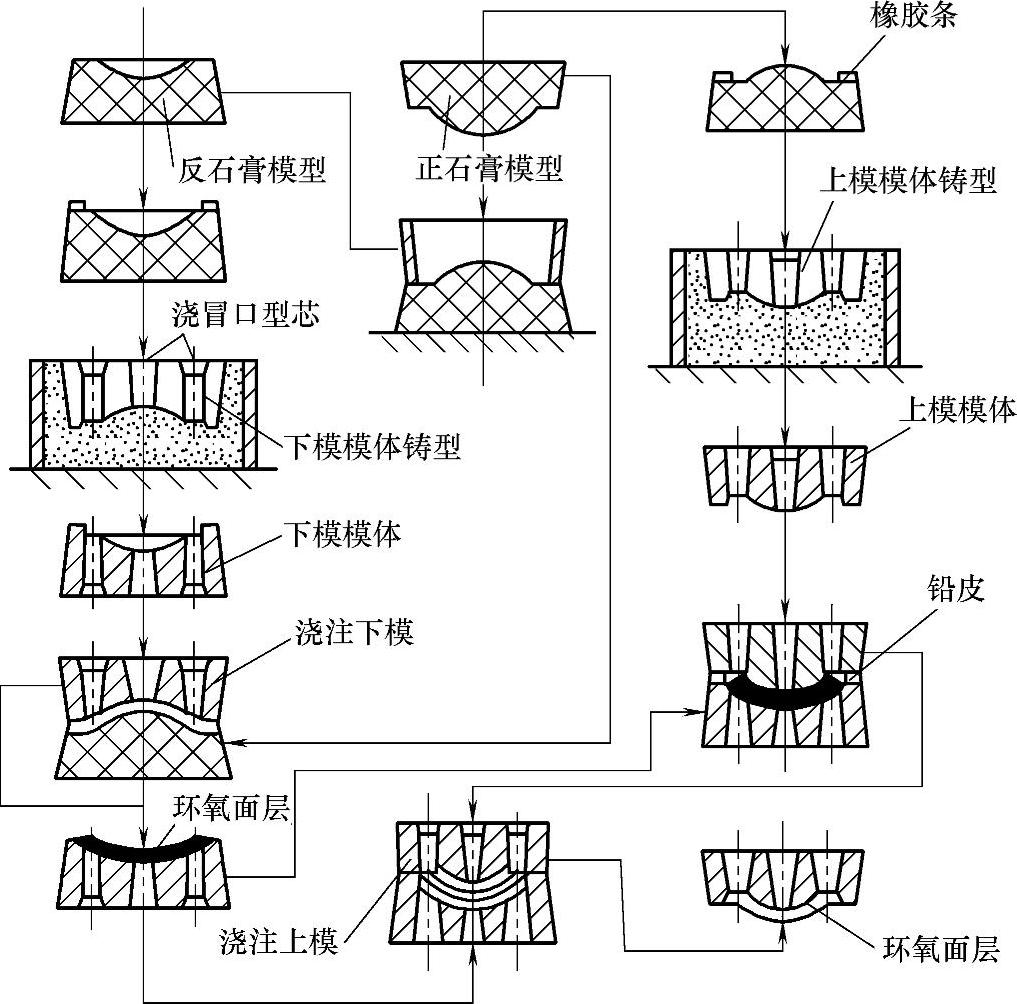
图9-70 环氧塑料落压模的制造流程
2)铅锌模的制造过程如图9-71所示。
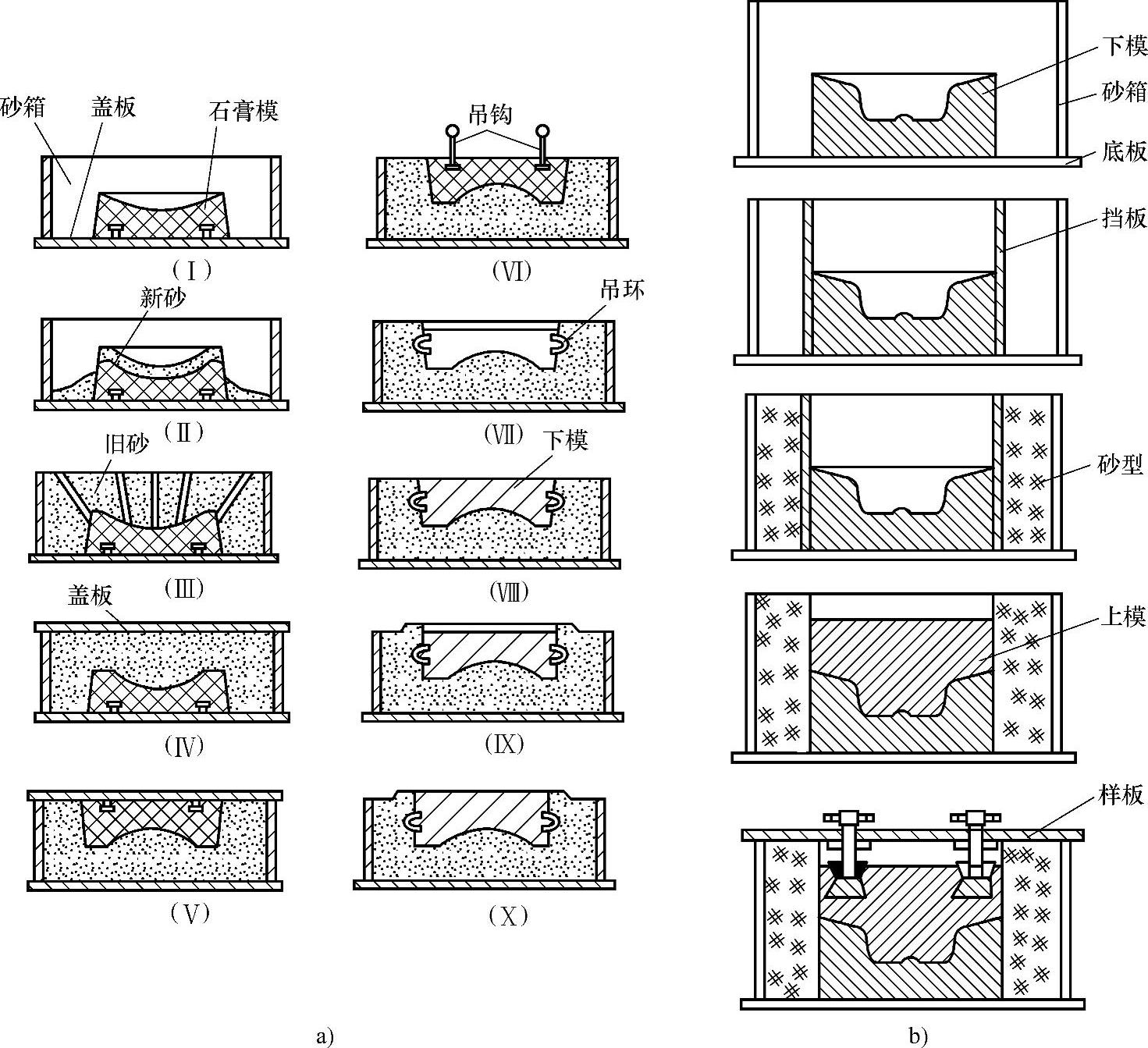
图9-71 铅锌模的制造过程