4.5.5 蒙皮闸压工艺方法
2026年01月15日
4.5.5 蒙皮闸压工艺方法
1.刚性模闸压
一般的前缘蒙皮,其弦向曲率有变化,可采用通用闸压模逐段成形,为提高零件质量和生产效率,多采用专用闸压模成形。
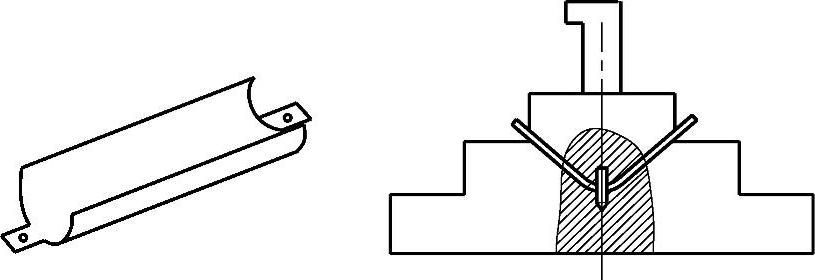
专用闸压模的凸凹模最小间隙应等于料厚的最大值。坯料定位可利用闸压床上的挡板或在模具上安装定位板(销)。采用定位销时,展开料需留取补加耳片(见图4-96)。
2.弹性模闸压
弦向变曲率前缘蒙皮,采用刚性凸模,橡皮容框作为通用凹模,容框中充填橡皮板或聚氨酯塑料板。两种材料最大压缩量分别不得超过35%和30%。前缘蒙皮一般为锥形,前缘部分曲率大,两侧弧度曲率较小,一般先滚弯ab和cd段的弧度,然后闸压中间部分。bc段曲度的闸压模制出锥形圆棒,其半径根据零件曲率半径修正回弹后确定,其锥度和翼面锥度相等,长度应大于零件长度(见图4-97)。
 (https://www.daowen.com)
(https://www.daowen.com)
图4-96 采用刚性闸压模的蒙皮零件与模具
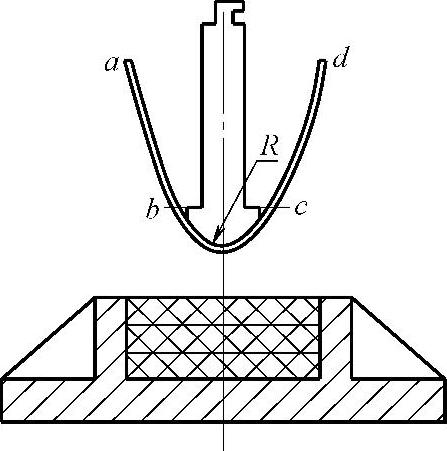
图4-97 采用弹性闸压模的蒙皮零件与模具
3.拉伸闸压
拉伸闸压是在闸压的同时使材料产生拉伸变形,一般是将零件先预滚弯成弧形,然后闸压出两侧弯边用于拉伸闸压时压边,最后通过夹紧装置压紧零件两侧进行拉伸闸压(见图4-98)。
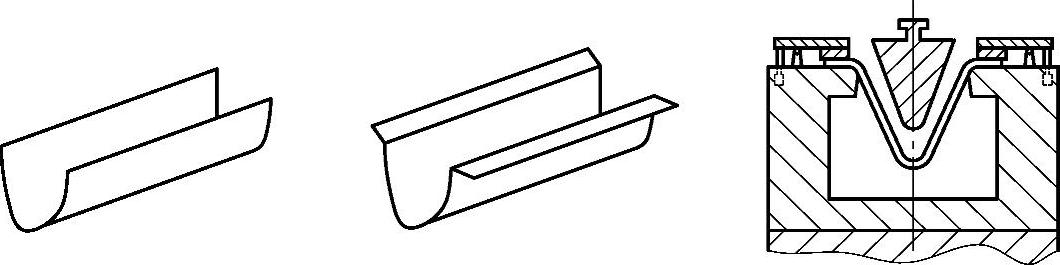
图4-98 采用拉伸闸压的蒙皮零件与模具