9.2.3 压型模的设计
2026年01月15日
9.2.3 压型模的设计
1.原则
1)模具基准面应尽量取与飞机基准平面、框平面、肋平面或产品零件结构平面一致或平行的面。
2)模具非工作型面的表面粗糙度值不低于Ra3.2μm,非工作边倒圆R5~R8mm。
3)对于有多道工序的压型模,最后一道工序的压型模应具备成形产品零件的理论外形。
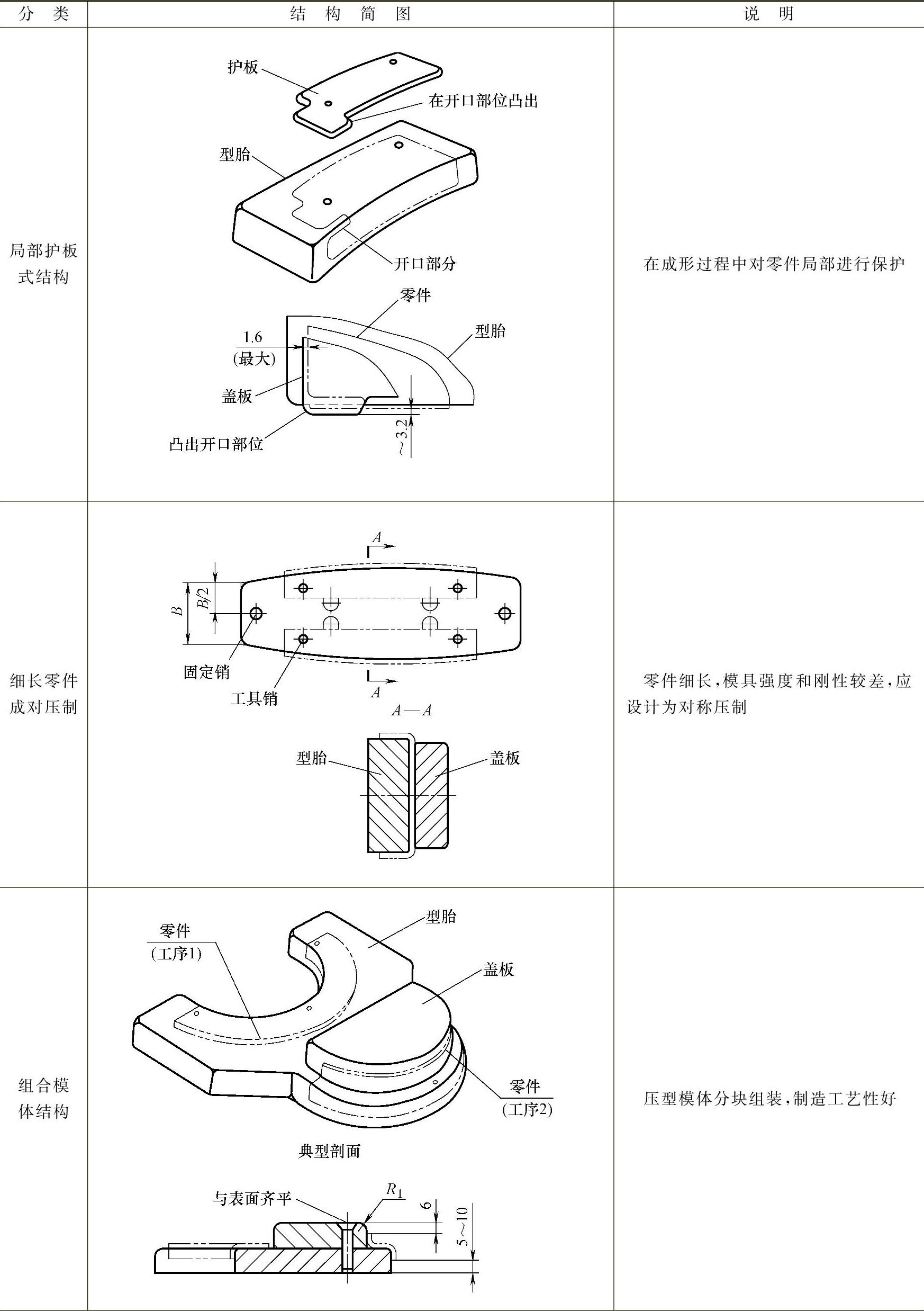
4)细长零件的成形尽量采用成对成形,即一模两件。
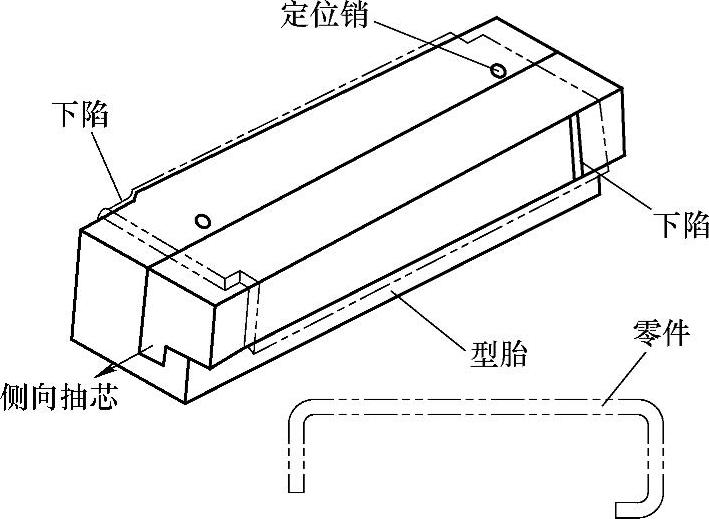
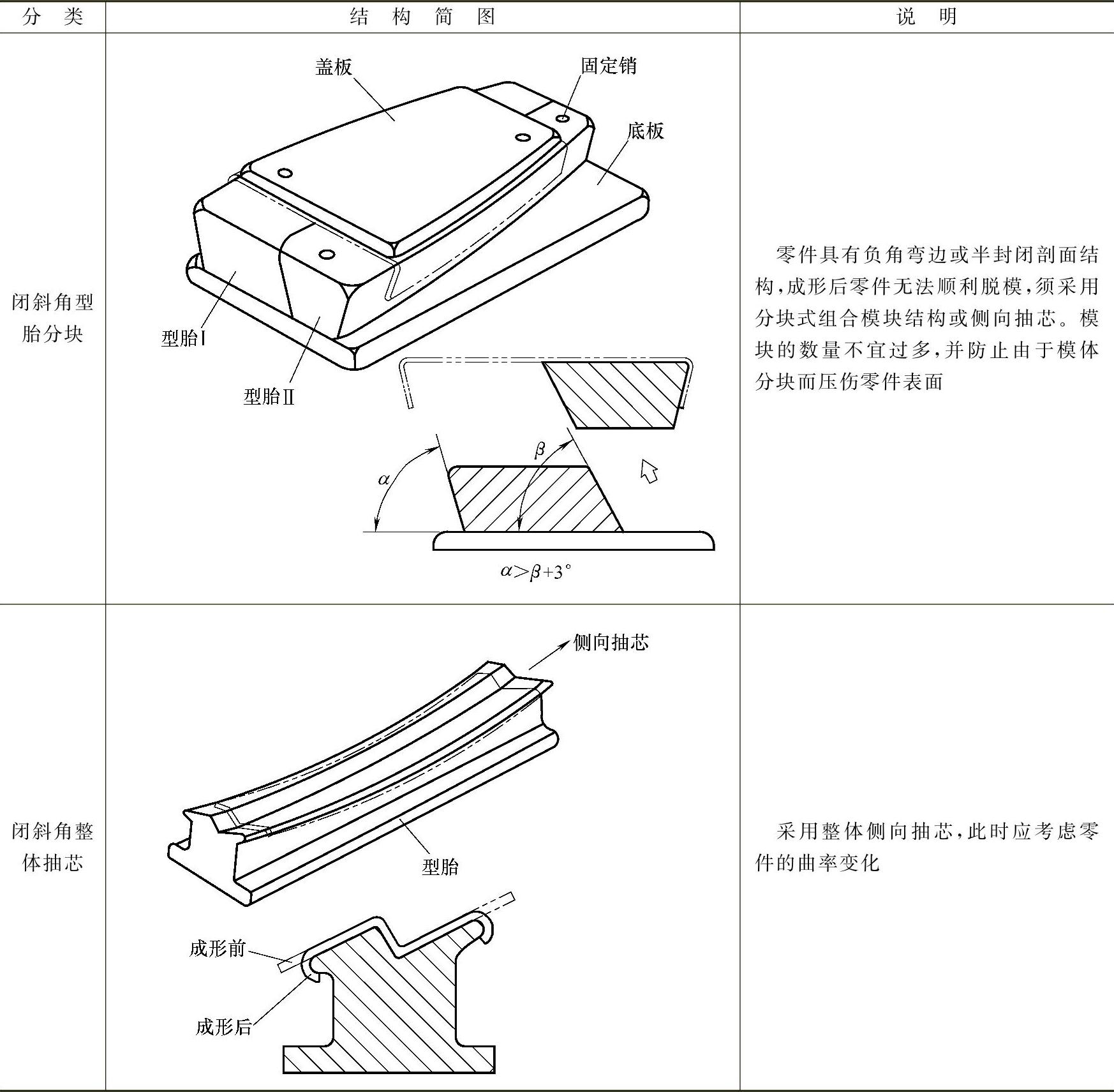
图9-4 组合结构压型模
5)对于成形闭斜角或连续弯边零件的压型模,其工具销结构应采用活动式。
6)型胎与盖板的非工作边保持平齐。
7)模具上的搬运装置均为可卸式。
2.定位联接销钉(https://www.daowen.com)
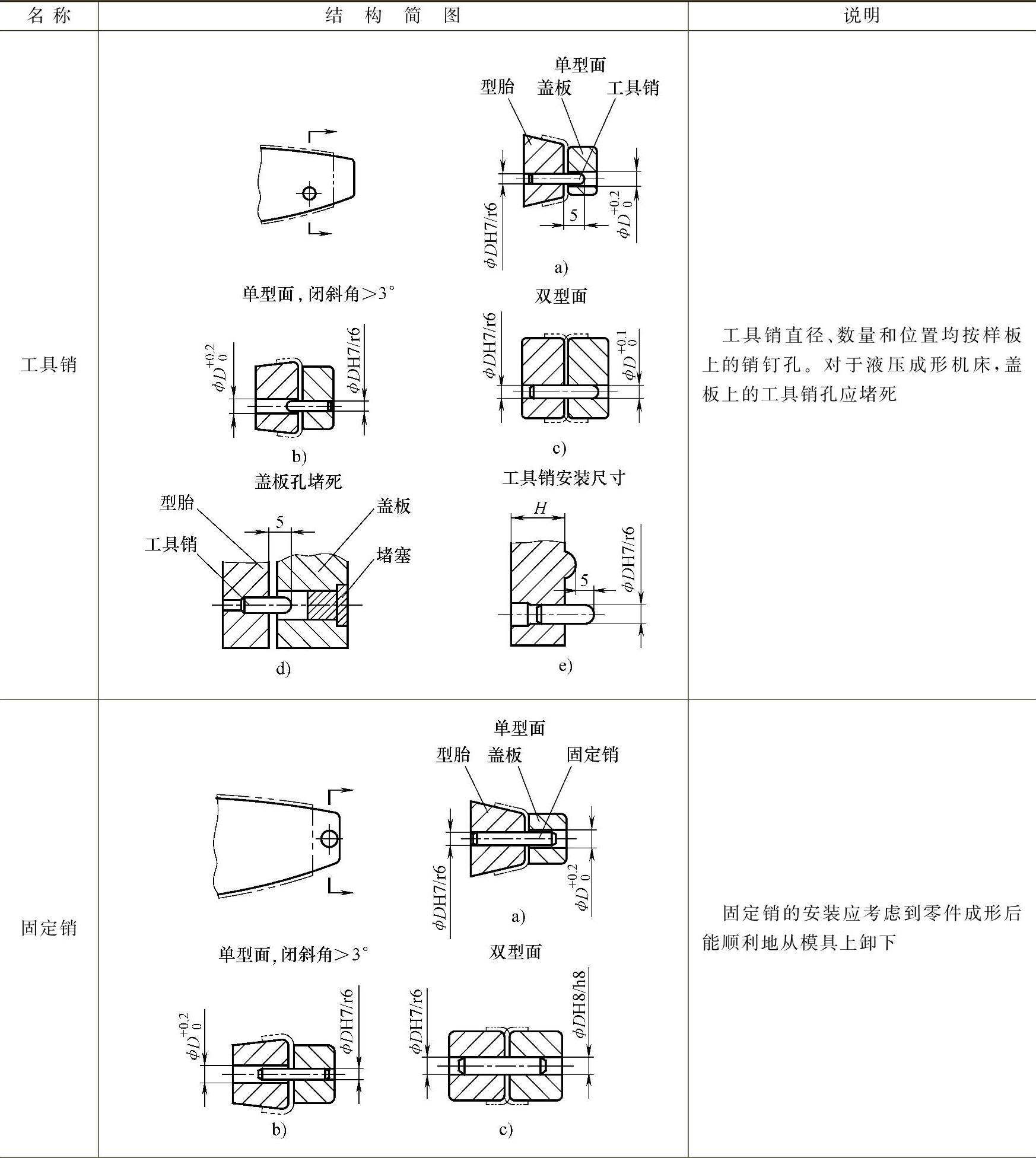
在压型模结构中,常有用于定位联接的销钉:工具销和固定销。工具销用于模具制造时定位样板,或者零件成形时定位坯料在模具上的相对位置。固定销用于联接型胎与盖板,保证两者的正确位置。模具尺寸小于100mm×200mm或无盖板压型模都不需要安装固定销。
压型模上的销钉安装结构形式见表9-1。
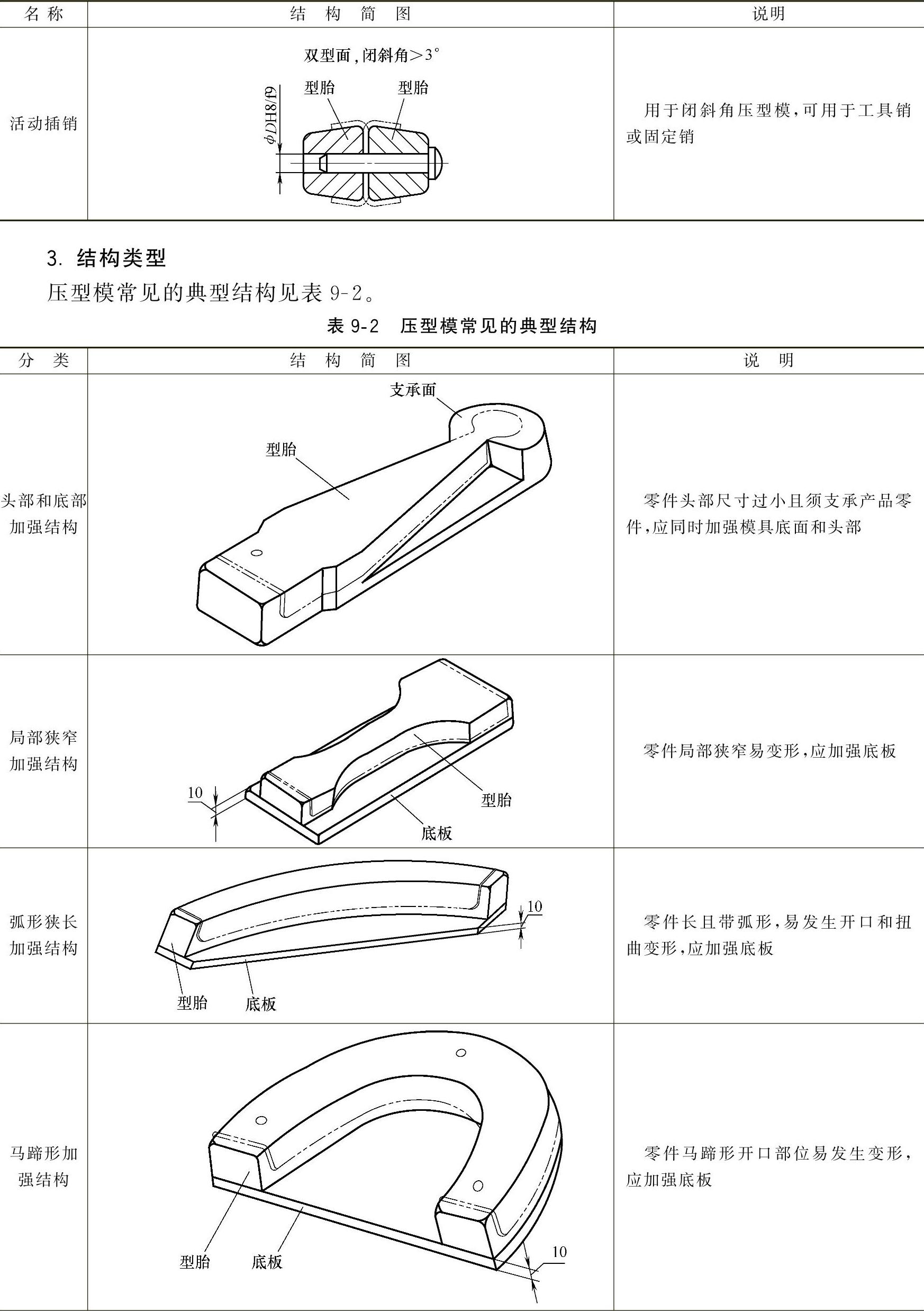
表9-1 压型模上的销钉安装结构形式
(续)
(续)
(续)
(续)