9.5.1 型材拉弯模
1.定义
型材拉弯模用于成形航空航天产品的框缘型材零件,在拉弯机上成形。
2.选择拉弯模用的机床原则
1)首先确定零件的性质,据此选择单臂拉弯或双臂拉弯。
2)根据零件形状、尺寸大小选择拉弯机床的规格、型号。
3.拉弯模的类型
(1)按主要成形方法分 按主要成形方法,拉弯模可分为:收、放边拉弯模;带垫块的拉弯模
(2)按模具材料分 按模具材料不同,拉弯模可分为:
1)金属材料拉弯模,包括铝合金拉弯模(适合拉弯力较小铝合金型材零件)、钢制拉弯模或铸铁制拉弯模(适合拉弯力大的铝合金型材、钢型材零件)。
2)非金属材料拉弯模,包括精制层板(成本大)、聚氯乙烯板……限制选用或不太使用。
4.拉弯模的设计原则
1)型材零件腹板面为平面。
2)模具上不制下陷。
3)根据选用的拉弯机确定拉弯模型式及其结构尺寸。
4)拉弯模起吊用吊挂装在模具上平面。
5.拉弯模的确定
拉弯模都应按所用机床来确定,国内各航空航天制造企业都纷纷引进了国外的设备,其中有转台式型材拉弯机,且单臂、双臂式不尽相同。因此,对拉弯模的结构要求形式各不相同。
6.常见拉弯模的典型剖面
1)用于πΓP-6机床的拉弯模剖面,如图9-15所示。(https://www.daowen.com)
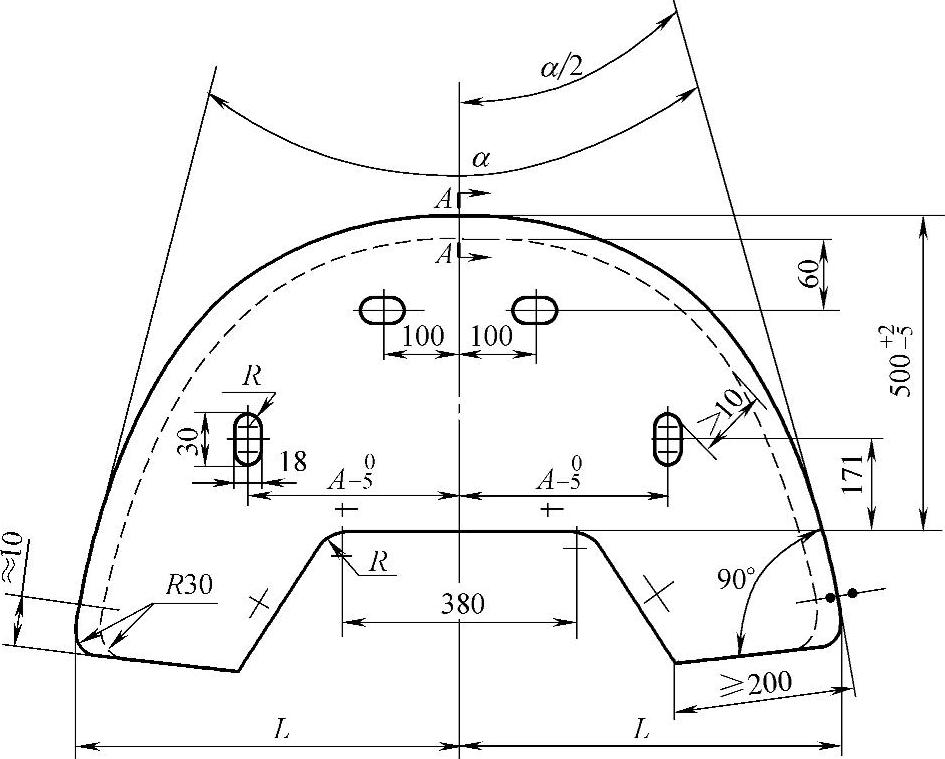
图9-15 πΓP-6机床拉弯模
注:1尺寸500+2-5mm为机床最大宽度。
2.长圆孔为机床限位孔。
3.按L值确定A值。L值最小为250∽300mm,A值为200mm。L值大于500mm,A值则为430mm。
4.拉弯模采用螺钉、销钉联接
2)用于πΓP-7机床的拉弯模剖面如图9-16所示。
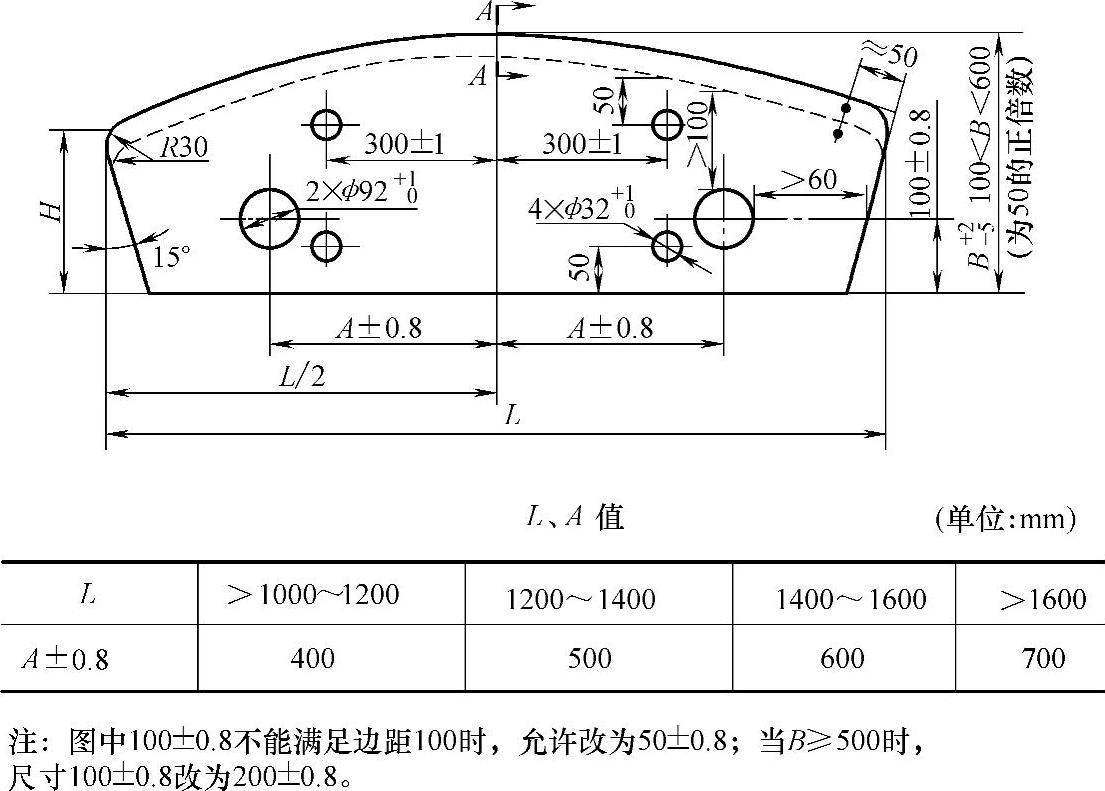
图9-16 πΓP-7机床拉弯模
3)用于πΓP-8机床的拉弯模剖面如图9-17所示。
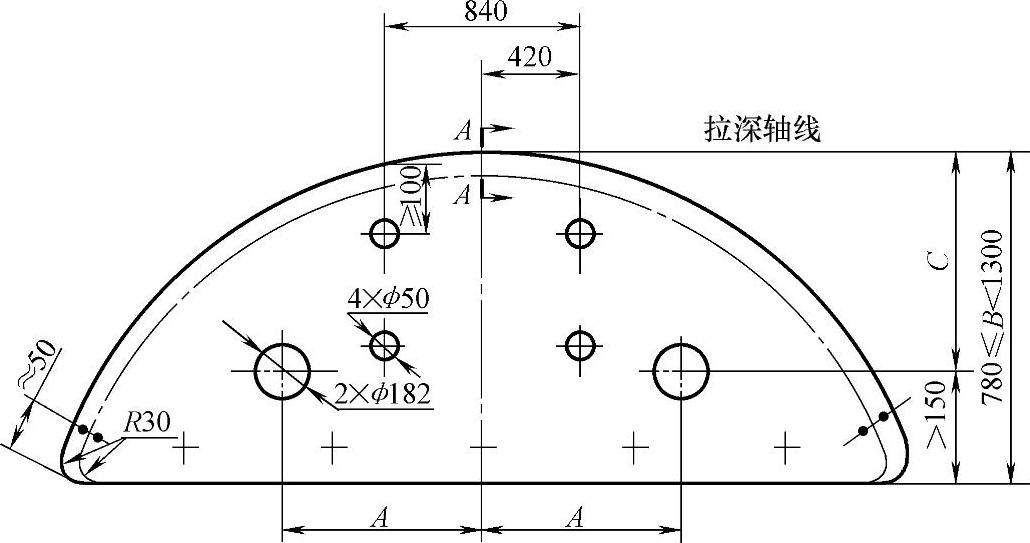
图9-17 πΓp-8机床拉弯模
注:1.πΓp-8机床拉弯力较大,模具尺寸大A=280+140n(≤840),C=220+130n(≤1040)
2.拉弯力≥20t时,模具厚度>150mm。
3.拉弯模采用螺钉、销钉联接。
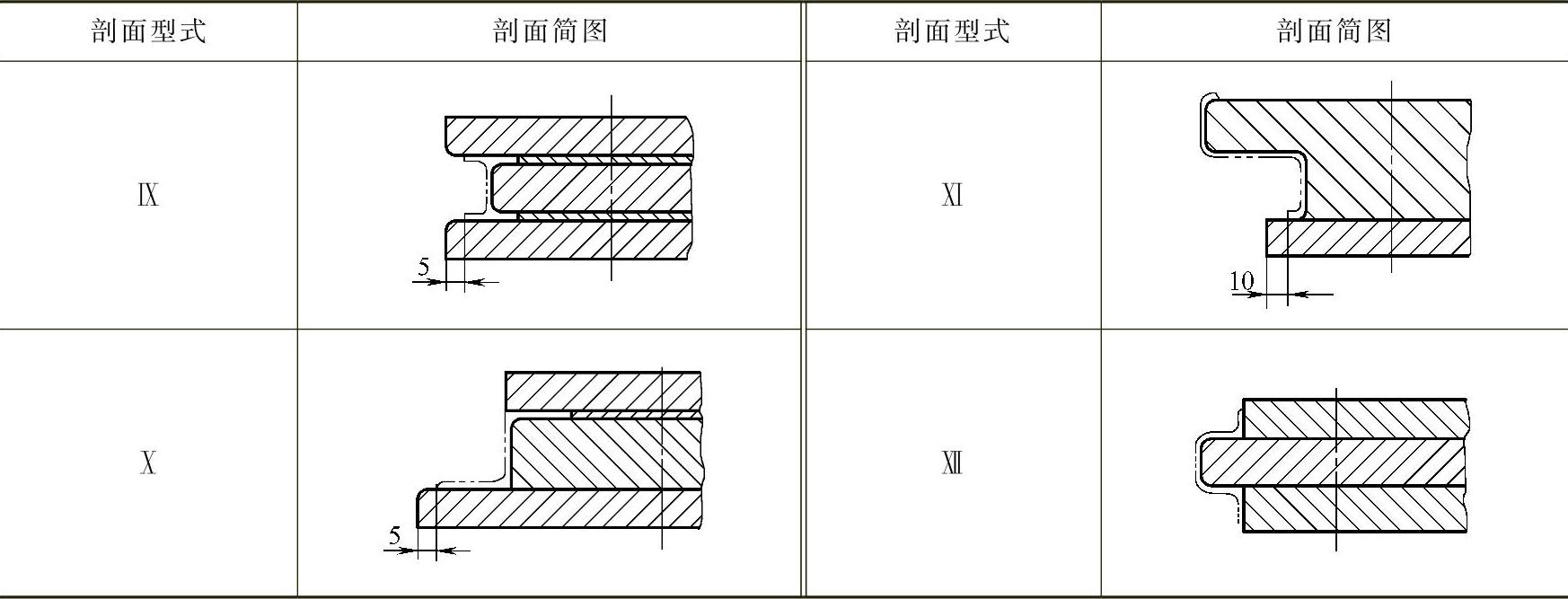
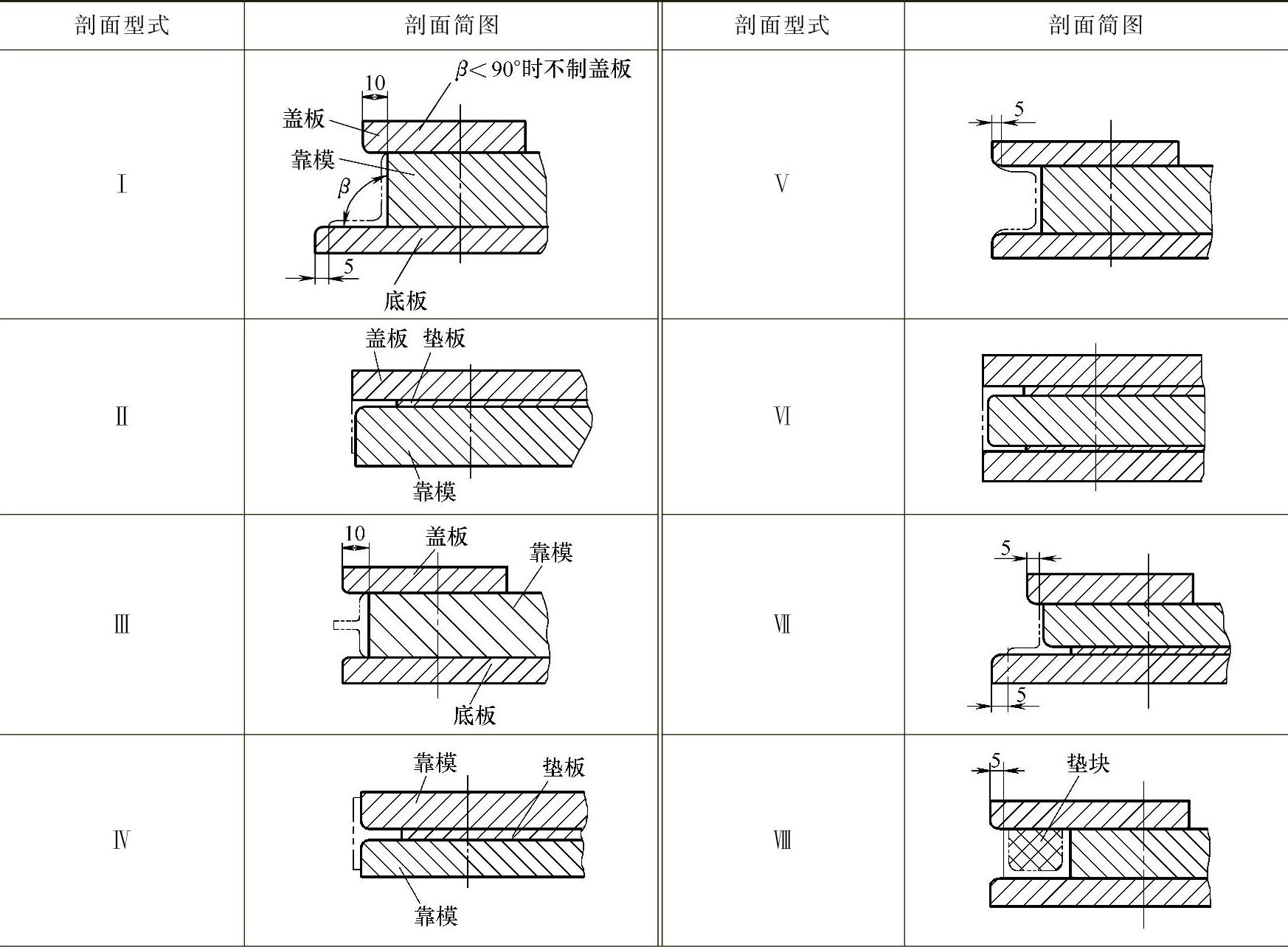
常见拉弯模的典型剖面见表9-15。
表9-15 工作型面典型剖面
(续)