火焰加热矫正法
2025年09月19日
二、火焰加热矫正法
钣金构件局部受到碰撞与冲击、又不便从机器设备上取下放在平台上用锤击矫正时,或由于钣金构件本身结构的限制(如周边有翻边和弯折),不易采用手工锤击矫正时,可采用火焰加热矫正法,消除钣金构件的凸起或七扭八歪的波浪变形,其步骤如下。
1)用气焊的焊炬(即焊枪)对准凸鼓的最高处加热至樱桃红色。加热范围要根据变形程度而定:凸起严重、面积较大时,加热点要大些(直径约20~30mm);同时收缩几点程度较轻面积较小时,加热点要小些(直径约10~15mm)。
2)加热后趁热急速用木锤敲击加热点周围,然后敲击加热点,敲击时适当用托铁衬板垫着工件。木锤敲击停止后,应用水急速冷却加热点,然后再用锤子或钣金锤轻轻敲击整平。
3)如果收缩一点不能解决问题,可按如图3-29所示的顺序将变形处逐点加热并敲击,直至矫平。
进行火焰加热矫正时要谨慎,可收可不收时,尽可能不用火焰样平,以免产生副作用;加热时焊嘴要垂直,并压低些,这样加热快,热量又不易扩散,收效显著,但要小心,千万不能将板材熔化或烧穿,收缩量要适当,不可收缩过多,敲击整平时也要适可而止,不要敲击过分,以免造成板材脆化断裂。
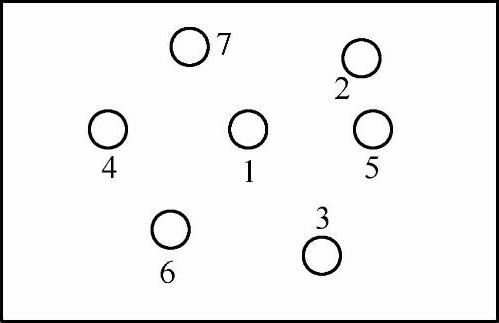
图3-29 加热多点的顺序