螺栓焊接外拔法
第三章 制作与修复
第一节 下料前的准备
现场作业时,在划线下料前,必须对构件的毛坯件和待加工件进行清理、检查、样正。
一、清理、检查、样正
首先清理毛坯件的污垢、氧化皮、飞边、泥土,铸件上残留的型砂、浇口、已加工工件或剩下待加工件材料上的飞边和铁屑等也都应清除干净,划线部位更要仔细认真清理,以保证划线质量。毛坯件和待加工件清理后,要进行详细的检查和样正,如果发现有气泡、缩孔、砂眼、裂纹、歪斜及尺寸方面有缺陷时,要予以报废,对于毛坯件的不平度、形状方面不规矩、薄厚度的不匀都要进行检查和样正。样正时可用平台配合,使用大锤和锤子对不平度进行样正;做出基准线,使形状方面不规矩、不符合标准的毛坯件得到一个正确的形状,以利于展开时划线下料。
为了合理下料、节省原材料,应在板材合适的地方(一边或一角)做出基准线。基准线一般都是以90°角为基准。基准线的做法有两种:①划规做圆求做90°角;②三条线段相交(即利用勾股定理)求做90°角。
在现场作业划线下料时,对使用过的金属板材经常会遇到板材边缘四角不规矩的情况。为了保证下料的准确与方便,需要把板材四角中至少一角规矩成90°角。规矩方法是使用直角尺,在板材边缘一角划线做出90°角,以这个所画的90°角为基准线划线下料。
如果没有直角尺,可用划规做圆求做圆求做90°角或用划规做三条线段相交(即勾股定理)求做90°角。
(1)划规做圆求做90°角
1)在板材边缘靠一角做一直线,在直线上以适宜长做一线段AB,线段的端点A做在靠近板材边缘的一角上。
2)做线段AB的垂直平分线,在垂直平分线上方适宜点做一O点,以这个O点为圆心,O点至B点长为半径画圆,这个圆所画的圆周线同时经过线段上的两个端点,即A点和B点。
3)过B点做直线过圆心O点,交于圆周线上得交点C。
4)过C点做直线与线段AB上的端点A相连,那么在圆内就组成一个直角三角形CAB,∠A即为所求90°角(见图3-1)。
5)以这个90°角为基准进行画线下料。
(2)三条线段相交(即勾股定理)求做90°角
1)在板材边缘靠一角做一线段AB,线段AB长为3个单位。
2)线段AB的端点A做在板材边缘的一个角上,以这个A点为圆心,四个单位长为半径画弧线。
3)再以线段AB另一端点B为圆心,五个单位长为半径画弧线,这个弧线与先前所画弧线相交,得交点为C点。
4)分别做线段把线段AB两端的A点和B点与C点相连,那么相连后的三条线段就组成一个直角三角形,直角三角形中A角即为90°角(见图3-2)。
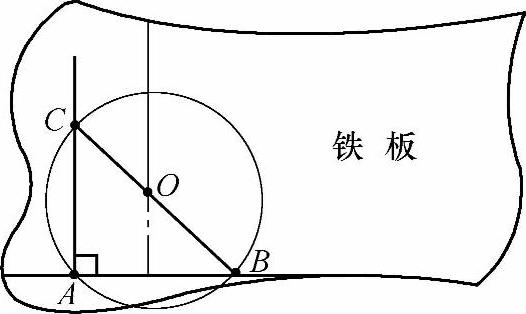
图3-1 划规做圆求做90°角
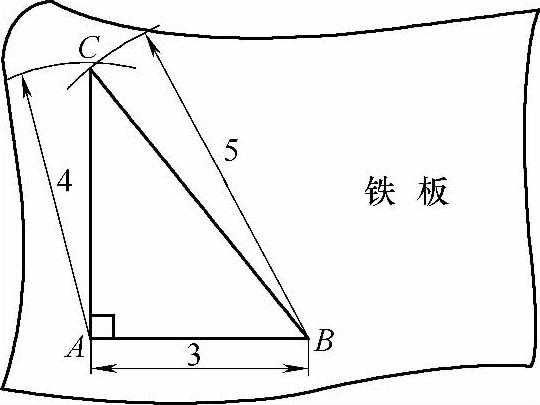
图3-2 三条线段相交求做90°角
5)以这个90°角为基准,再进行画线下料。
(3)弧线上找圆心 有些设备或构件表面的边界线是由弧线曲线构成,为了更换或制作这些边界线由弧线曲线所组成的构件,就得需要找出这些弧线的圆心点及圆弧的半径R。只有找出圆弧线的圆心点、圆弧半径R,而后再进行画线下料,才能准确做出这些设备或构件的圆弧线。
弧线上找圆心的方法如下:
1)在圆弧线两端和中间适宜位置各选一点,即A、B、C三点。
2)做两条线段分别把A点至B点相连、B点至C点相连。
3)做线段AB和BC的垂直平分线,两条垂直平分线相交于O点。
那么这个O点就是所求的圆弧线的圆心点,这个O点至弧线的长就是圆弧线半径R的长(见图3-3)。
(4)破损圆弧形构件的度量
有些圆弧形的产品构件,如半月形稳口销等,经过长时期磨损或意外损坏,需要更换制作。为了更换制作这种圆弧形产品构件,就得测量出磨损损坏前产品构件的形状与尺寸,即原始形状,而后才能下料制作。测量的方法是:用损坏的圆弧形构件测量出它们的圆弧的弦长和弦高,然后利用测量出的弦长和弦高进行计算,就能求出损坏前圆弧形产品构件的圆弧直径,知道了直径也就知道了半径,利用半径画弧,也就做出了原始构件的形状与尺寸。
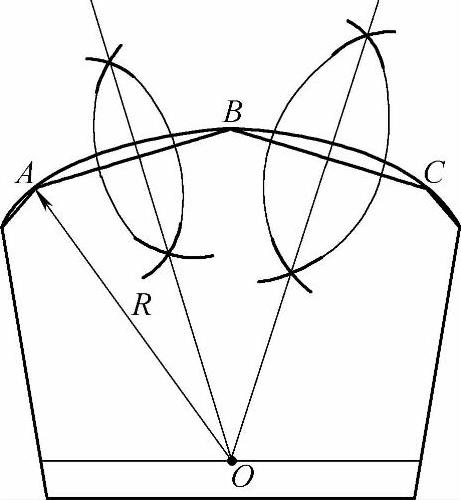
图3-3 弧线上找圆心
破损圆弧形构件测量与计算方法:
1)选在弧线完整、没有缺损的地方做两点,即A点和B点,A点至B点用线段相连,那么A点至B点的线段长就是所求圆弧线的弦长。
2)在弦长中点D做一上垂线垂直于线段AB与没有破损的圆弧线相交,在圆弧线上得交点为C点,那么这个D点至C点的线段长就是所求的圆弧线的弦高(见图3-4)。
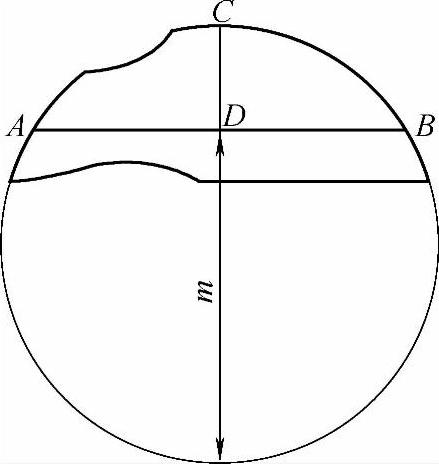
图3-4 破损圆弧形构件的度量与计算
3)用板尺测量出这个圆弧形的弦长AB和弦高CD的尺寸,然后再进行计算,求做出这个圆弧形构件的半径R,即
m的计算公式为
【例题】:已知一破损圆弧形构件,经测量得出此破损圆弧件的弦长为60,弦高为20,求此破损圆弧件原始件的形状与半径R。解: 故
故
因此破损圆弧件的半径R为32.5,以32.5为半径画一弧线,即为所求的原始件的形状
(5)五角星的简易做法
1)做出五角星相邻角的间距线段AB;线段AB中点为D,过D点做一条垂直于线段AB的上垂线CD,上垂线线段CD的长是线段AB长的1.539倍。
2)以两条线段上的A、B、C三点为圆心,五角星角间距线段AB长为半径分别画弧,三条弧线分别相交于E点和F点。
3)用线段分别把A、B、F、C、E五点相连,即得到一个正等的五角星(见图3-5)。
图3-5 五角星简易做法
二、审图、计算
在下料前必须认真审阅图样,图样上所标明的各线段、轮廓线和所对应的位置及尺寸大小要清晰明了。相贯构件如在视图上没有标明相贯线,还得求做出相贯线做出放样图,即样板下料图,在样板下料图基础上,计算出板材下料的长短尺寸及用料多少,根据图样要求选择薄厚合适、符合性能要求的材料,制定合理的制作工艺,并确定加工方法。
在制作工艺中,划线下料前的准备工作很多,如准备相应的设备与工具和对工作现场工作环境的确认,包括确认各方面的安全措施是否到位。只有准备工作做充分,在制作过程中才会得心应手、应用自如。
第二节 钣金构件的制作
钣金构件制作一般都要经过以下几个步骤:审图、计算、制作样板、选材样正(以上这几个步骤在前面已有介绍,属于下料前的准备)。划线下料、切割冲裁、弯曲对折连接(下面介绍这几个步骤)。
划线下料:在板材合适的地方(一边或一角)做基准线,根据图样和样板进行划线下料,划线时根据需要划出相对应的弯曲线、对折线、开孔轮廓线、咬口、卷边余量线及切割线和废料线。图3-6所示为各种线在板材上下料时的标示,切割线用“ ”表示,废料线用“×”表示,弯曲用“)|(”表示,对折线用“]|[”表示。
”表示,废料线用“×”表示,弯曲用“)|(”表示,对折线用“]|[”表示。
图3-6 方形罩上方开圆孔的立体图和展开下料中的各种线表示法
切割冲裁:按着画好线下完料的切割线进行切割,切割时注意,宁可偏向切割线外边(即靠向废料线一边),也不可跑偏向切割线里边。因为切割偏向废料线一边,还可进行二次修整,切割时所用工具为:1mm以下用铁剪子,1~2mm用铡刀剪、剪板机或无齿锯,2mm以上用气焊切割。
弯曲对折连接:对切割后的毛坯料进行修整、整合,即按着弯曲线、对折线进行弯曲、对折、连接、整形。连接时有咬口、焊接、铆接、螺栓连接四种方法。
一、薄板构件的制作
这里的薄板特指那些板厚在1.5mm以下的板材,在工件调整误差允许的情况下,可忽略不计板厚的影响,直接做出展开。制作方法有弯曲、对折、咬口、卷边、挂扣、咬合、折边、对接焊接等各种方法。
1.薄板构件咬口连接的种类与应用
(1)咬口的种类与应用
把两块板料的边缘(或一块板料的两边)折转扣合并彼此压紧,这种连接方法叫咬口。
咬口根据需要可制成各种样式。按形式分有站扣和卧扣两种,按结构分有挂扣、单扣和双扣,按位置分有平面扣和角扣(见图3-7)。
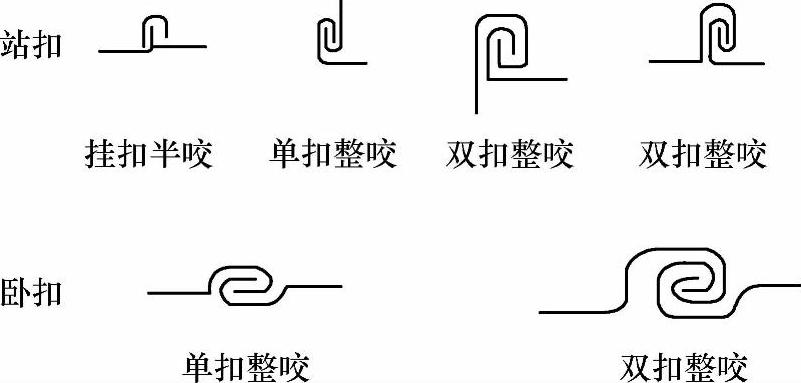
图3-7 咬口的各种形式
注:第二种和第三种是角扣,其余均为平面扣。
平面扣板材构件为面的连接,如两块板材的平面连接或曲面连接;角扣板材构件为角的连接,如盒、桶、壶等的底面与壁围的连接。
一般所说的咬口大多数是指如图3-7所示的卧扣中的单扣整咬,因为这种咬口即有一定强度,表面又平滑,而且操作起来又简单、方便,所以应用的地方就最多,如常见的盒、桶、壶、烟筒等都是这种咬口。
卧扣双扣整咬,一般在建造房屋时采用,由于其强度高、牢靠,屋顶的水沟都采用它;而风道和烟道均采用卧扣单扣整咬,因为它们对连接强度要求不高,只求不漏水。
站扣是在要求具有大的刚性时采用,而站扣中的双扣整咬由于难以弯制,实际应用也不大,所以一般很少采用,一般多用站扣挂扣半咬,如房盖的纵行扣大多是采用站扣挂扣半咬。
站扣单扣整咬一般应用在构件的角连接上,如水桶、盒、壶的底面与壁围的连接咬口。
(2)咬口余量
咬口钣金件的毛料必须要留出咬口余量,否则做出的零件会因为尺寸小而成为废品。各种咬口因形式不同,所以所留出的咬口余量也不尽相同。
站扣挂扣半咬和站扣整咬应在一块板料上留出等于咬口宽度的余量,而在另一块板料上则需留出咬口宽度两倍余量。盒、桶、壶的底面与壁围的连接就是采用站扣整咬的方法。
站扣双扣整咬应在一块板料上留出咬口宽度两倍的余量,而在另一块板料上则需留出咬口宽度三倍的余量。
卧扣单扣整咬应在连接两块板料(或一块板料的两边)总尺寸减去一个咬口宽度,然后留出两块板料的咬口余量,两块板料的咬口边余量是咬口宽度的两倍。
卧扣双扣整咬应在连接两块板料的总尺寸减去一个咬口宽度,再在两块板料上留出咬口宽度三倍的余量。
咬口宽度是根据板材厚度而定。一般咬口宽度为板材厚度的8倍左右,例如:1mm厚板材的咬口宽度为1×8mm=8mm;板厚为0.75mm时,咬口宽度为0.75mm×8=6mm;板厚为0.5mm,咬口宽度为0.5mm×8=4mm。
咬口宽度留边一定要保持宽窄一致,如果宽窄不一,则在挂扣时就容易出现鼓腰或洼腰,使连接挂扣咬合困难。各种薄板咬口应根据材料的性质不同,而采用相应的措施进行弯曲对折。咬合时不宜锤击太死,以防板料断裂。
(3)弯制咬口的操作过程
弯制咬口所使用的工具有铁锤、木锤、橡胶锤、木棒拍板、角钢、方钢、小铁轨等。各种咬口的弯制操作过程分述如下。
1)弯制卧扣单扣整咬的操作过程(见图3-8a):先在板料上划出咬口的弯折线,然后把板料放在方杠(角钢或小铁轨)上,用锤子或木棒拍板轻敲,打弯曲折线伸出部分,使弯折伸出部分成90°角(见图3-8a中的1),再朝上翻转板料,使弯折边向里扣,不要扣死(见图3-8a中的2~3),留出适当间隙,再用同样方法弯折另一块板料的边缘,留出间隙,然后相互扣上(见图3-8a中的4),锤击压紧即成。注意咬口边部要敲凹以防松脱(见图3-8a中的5~6)。
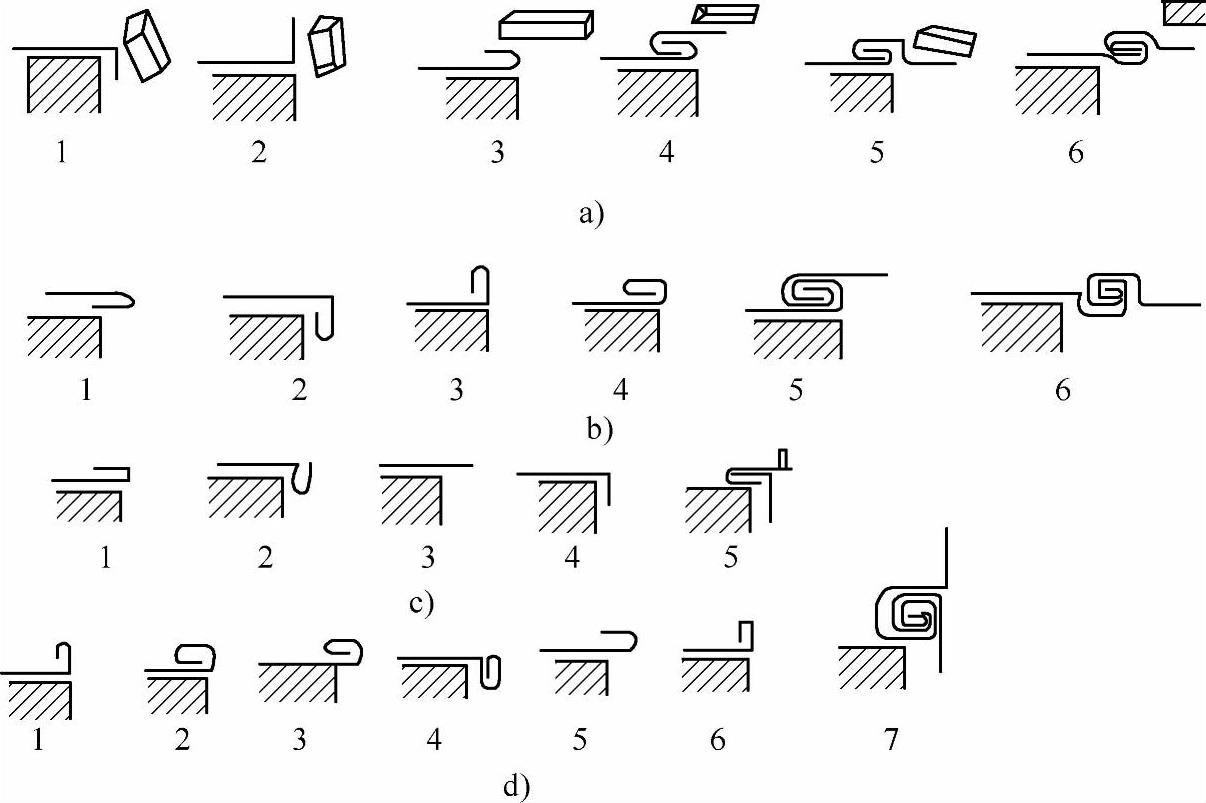
图3-8 各种咬口操作过程
a)卧扣单扣整咬操作过程 b)卧扣双扣整咬操作过程 c)站扣挂扣半咬操作过程 d)站扣双扣整咬操作过程
2)弯制卧扣双扣整咬的操作过程(见图3-8b):先在板料上做出卧扣单扣(见图3-8b中的1),再向里弯(见图3-8b中的2),翻转板料朝上(见图3-8b中的3),向里扣成双扣(见图3-8b中的4),在第二块板料上用同样方法做出双扣(见图3-8b中的4),然后把两块板料所做成的双扣,彼此扣合并压紧,敲击咬口边部成凹形(见图3-8b中的5~6)。
3)弯制站扣挂扣半咬的操作过程(见图3-8c):在一块板料上做成站扣单扣,(见图3-8c中的1~2),而在另一块板料的边缘弯成直角(见图3-8c中的3~4),然后相互压紧即成(见图3-8c中的5)。
4)弯制站扣双扣整咬的操作过程(见图3-8d):在一块板料上做出双扣(见图3-8d中的1~4),在另一块板料上做出单扣(见图3-8d中的5~6),然后互相扣合压紧(见图3-8d中的7)。
2.薄板构件卷边的种类和操作方法
为了增加零件的刚性和强度或零件边缘的圆滑,将零件边缘卷曲称为卷边。需要卷边的零件很多,如工厂中所使用整流罩、机罩及日常生活中用的锅、盆、壶、桶等的边缘,且一般都要进行卷边。卷边分为夹丝卷边和空心卷边两种。
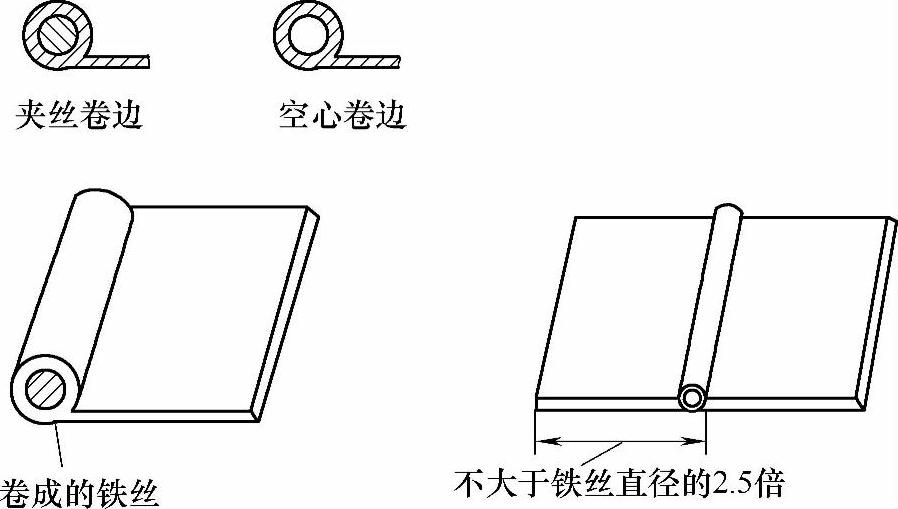
图3-9 卷边示意图
夹丝卷边如图3-9所示,在板材边缘卷曲圆内嵌入一根铁丝,使边缘强度增大。铁丝的粗细根据构件的尺寸和所受的力来确定,一般铁丝直径为板料厚度的3倍以上。包卷铁丝的板料边缘应不大于铁丝直径的2.5倍。
制作卷边必须解决好下料的余量问题,因此需要掌握零件展开尺寸的计算方法。卷边零件是由卷曲和不圈曲两部分组成,因此总尺寸就是这两部分总和。图3-10所示,零件的展开长度L的计算公式为
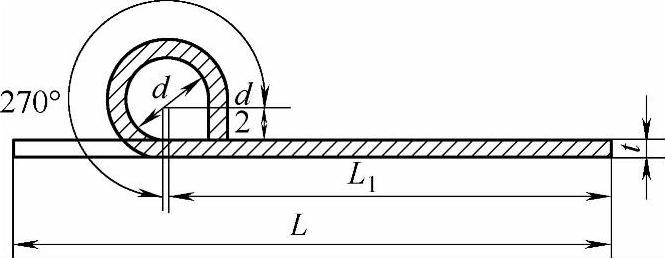
图3-10 卷边展开尺寸的计算
式中 L1——板料不卷曲部分;
L2——板料270°的卷曲部分长度;
d——铁丝直径。
 (t为板料厚度)
(t为板料厚度)

手工制作夹丝卷边的操作过程(见图3-11):
1)在毛料上画出两条卷边线,即L2和L3(见图3-11a,图中L2=2.5d,L3=( ~
~ )L2,L3为不卷曲部分)。
)L2,L3为不卷曲部分)。
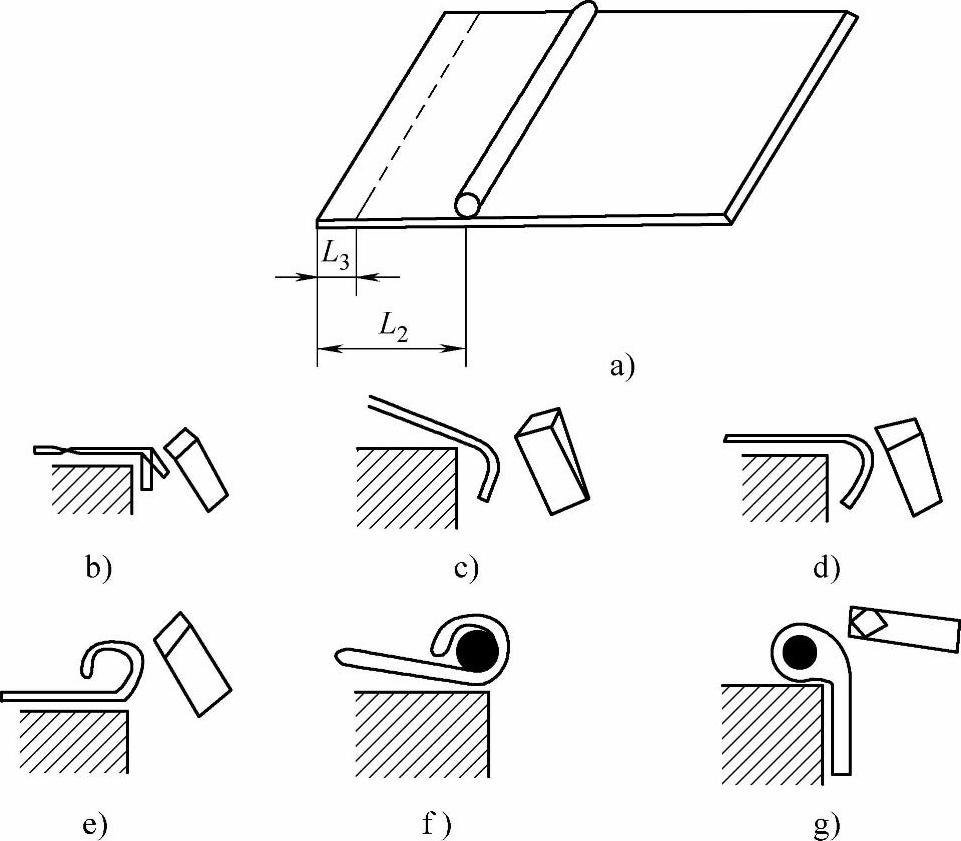
图3-11 夹丝卷边过程
2)将毛料放在平台(或方钢、小铁轨道)上,使其露出平台的尺寸等于L3,左手压住板料,右手用锤子或木棒拍板敲打露出平台边缘的部分,使其向下弯曲成85°~90°角(见图3-11b)。
3)将毛料逐渐外伸敲打弯曲,直至平台边缘对准第二条卷边线为止,也就是使露出平台部分等于L2为止,并使第一条敲打的边缘靠上平台(见图3-11c、d)。
4)将毛料翻转,使卷朝上,轻而均匀地敲打卷边向里扣,使卷曲部分成圆弧线(见图3-11e)。
5)将铁丝放入卷边内,放时先从一端开始,为防止铁丝弹出,先将一端扣好,然后放一段扣一段,直至全部扣完后,再轻轻敲打,使卷边紧靠铁丝(见图3-11f)。
6)翻转毛料,使接口靠住平台边缘,用锤子或拍板轻轻敲打,使接口咬紧(见图3-11g)。
手工制作空心卷边的操作过程与制作夹丝卷边的操作过程一样,就是使卷边与铁丝不要靠得太紧,最后把铁丝抽出来。抽拉时,只要把铁丝一端夹住,将零件一边转一边向外拉即可。
3.薄板构件弯曲对折方法
(1)手工制作圆筒形构件方法
用板料制作圆筒形构件时,首先要计算出圆筒的周长(直径×π),再加上咬口加工留边余量,而后进行下料切割剪裁。将切割后的板料放在方钢或小铁轨道上,先进行板料两边咬口的弯制,而后由板料两端向下敲打弯曲,在两端各敲打成1/4圆时,再由两端逐渐向板料中心弯曲并敲打,敲打出的两端圆弧一定要和规定的直径圆弧相同,如果感到不好掌握,事先可制作一个规定直径的1/6圆弧样板进行比量。当圆筒接口弯制到近于合拢时,把弯制完的咬口挂扣上,放在方钢或小铁轨道上,轻轻敲打咬口,使咬口扣实、扣严。咬口扣实扣严后,再在方钢或小铁轨道上翻转筒料进行规圆的敲打处理,直至敲打出的筒形构件符合标准要求为止。
如果违反操作程序,先从板料中间开始敲打弯曲,起初开始感到很容易,但是快到合拢时却很困难,特别是较厚的板料和带有咬接的边时,困难将会更大,因为最后弯曲两端圆弧时两手不便把握工件。
当圆筒弯制完成后,如果发现不圆或有椭圆时,可放在地面或平台上进行滚圆压弯,再将其套在方杠或圆杠上,用木锤、拍板或钣金锤轻轻敲打修整,应根据材料的厚度和材质性质选择不同的工具。
(2)手工制作方形管构件的方法
1)首先下好展开料,划出弯曲对折线,将切割后的板料放在方钢或小铁轨道上面,把板料的弯曲对折线与方钢或小铁轨道的边缘角对齐,左手压住板料,右手用钣金锤、木锤或拍板,先把两端敲打成一定角度,以便定位,然后再逐渐一段段敲击,直至全部弯曲对折成90°角。
2)用两根长短合适的角钢面对面夹在台虎钳上,把切割好的板料按弯曲对折线与角钢上的角平面对齐,然后夹紧板料。用双手按住板料上端往怀里搬,使板料弯曲形成一个有小弧线形角度,然后再用木锤、拍板或钣金锤轻轻敲击板料的弯曲小弧形,直至靠近角钢,形成一个90°角。
3)用线痕錾敲击:在地面或平台上铺一块胶皮或木板,把切割好的板料放在上面,用线痕錾对准弯曲对折线,左手握住线痕錾,右手握住锤子锤击线痕錾,直至板料微微撬起,再用双手扳住板料,撬起两边往里按,直至达到所要求的角度,然后再用规铁靠住板料,修理整形。
4.薄板的圆管展开与计算
1)圆管的展开如图3-12所示,展开图是一个矩形图,矩形的长是圆管圆口的展开线,尺寸等于圆管圆口的周长,短边是圆管体表面上某一位置的直线(即圆柱体上的一条母线,通称合缝线),它的尺寸是管体高。
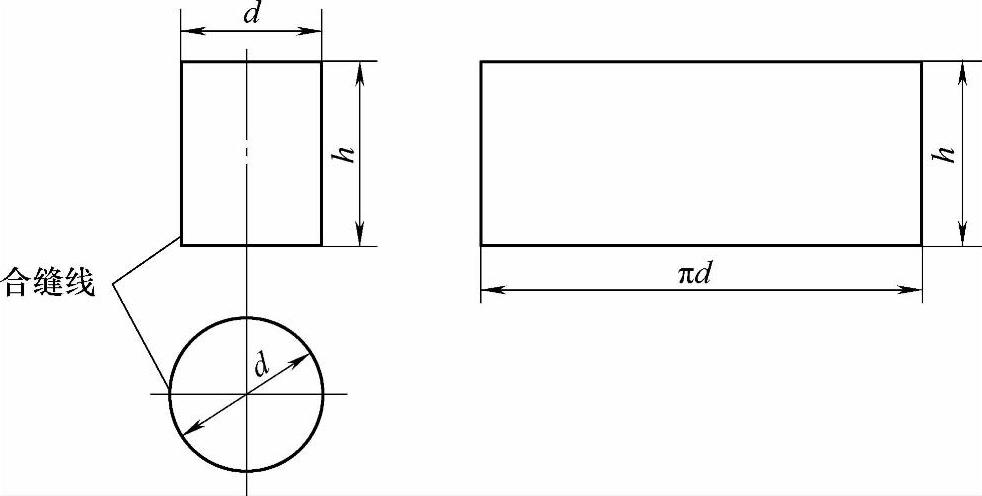
图3-12 薄板圆管展开图
圆管展开面积计算公式为

式中 S——圆管展开的面积;
L——圆管周长,L=πd;
d——圆管直径;
h——圆管高。
2)薄板圆管带咬口的展开与计算(见图3-13)。圆管展开的咬口结构型式属于卧扣单扣整咬。前面已经介绍过卧扣单扣整咬的操作过程,首先在待加工的板料上要画出下料的总长线L以及总长线两边咬口宽度m和咬口余量线2m,咬口宽度m长短根据板厚决定,m=8×t(t为板厚)。
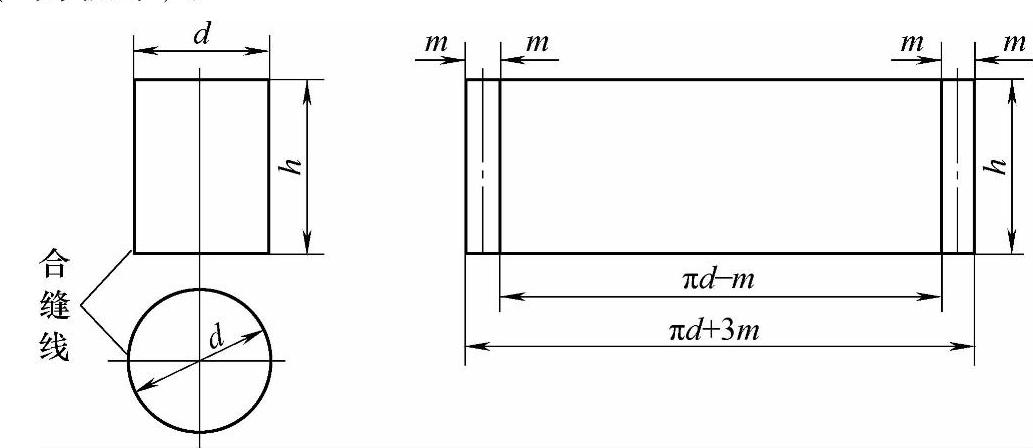
图3-13 带咬口圆管展开下料图
咬口圆管展开下料后面积计算公式为

式中 L——咬口圆管的下料长,L=πd+3m;
d——圆管直径;
m——咬口宽度;
h——圆管高。
3)上下卷边带咬口的圆管展开与计算(见图3-14)。上下卷边带咬口圆管的展开在制作加工前,应在板料上画出下料的总长线和总高线,再在总长线内做出咬口的宽度线m和咬口余量线2m,在总高线内做出上下口两端的卷边线L2。
总长线是圆管周长πd加上3个咬口宽度m之和,总高线是不卷曲部分L1和2个卷曲部分L2之和。
上下卷边带咬口的圆管展开后的面积计算公式为

式中 L1——不卷曲部分料高长度;
L2——卷曲部分料高长度;
d——圆管直径;
m——咬口宽度。
图3-14 上下端卷边带咬口的圆管展开下料图
5.薄板方形管的展开与计算
(1)薄板方形管的展开与计算
方形管的展开如图3-15所示,展开图是一个矩形,矩形的一边是方形管的周长,另一边是方形管的棱长(即合缝线长)。由于制造工艺要求,合缝处最好选在方形管的平面处为佳。
图3-15 薄板方形管的展形图
方形管展开面积的计算公式为

式中 L——方形管管口周长,L=2a+2b(a、b分别为方形管两对底边尺寸);
h——方形管的高,即棱长。
(2)薄板咬口方形管的展开与计算(见图3-16)
咬口方形管的咬口结构形式属于卧扣单扣整咬。卧扣单扣整咬的操作过程前面已经介绍过,这里不再重复。首先在下料划线时,就要划出下料的总长线L和高h,以及总长线两边的咬口宽度m线和咬口余量线2m。咬口的宽度m根据板厚t决定,m=8t。
图3-16 咬口方形管的展开下料图
咬口方形管展开后的面积计算公式为
式中 h——方形管的高或棱长;
L——方形管的下料总长线,L=2(a+b)+3m。
(3)薄板方形管一头卷边带咬口的展开与计算(见图3-17)
薄板方形管一头卷边带咬口的咬口结构型式属于站扣中的一种角扣单扣整咬,所以在下料时就要划出下料的总长线L,以及总长线两边的咬口宽度线m线和咬口余量线(一边为一个m宽,另一边为两个m宽),再画出总高线及总高线中的一头卷边线。只有划出这些线,才可以在加工制作时按线施工。
制作方法:为了利于卷边把咬口定在方管一棱线上,先做出站扣中的角扣单扣整咬,再进行空心卷边,如要求卷丝,空心卷边要大些并留有豁口,铁丝可以穿套进去,做完咬口和卷边后,再进行方管的对折成形和挂扣咬合,最后把铁丝弯成方管形套进卷边内,再用钣金锤轻轻敲击卷边,使卷边紧靠铁丝。
图3-17 咬口方形管一头卷边展开下料图
咬口方形管一头卷边展开的面积计算公式为

式中 H——下料线总高,H=L1+L2,L1为不卷曲部分的长,L2为卷曲部分的长;
L——下料总线长,L=2(a+b)+3m;
m——咬口宽度。
6.薄板圆锥管的展开与计算
(1)薄板圆锥管的展开与计算
薄板圆锥管的展开图是一个扇形,扇形的半径等于圆锥母线长,弧长等于圆锥底圆的周长。扇形角 (d为底圆直径,L为圆锥母线长)。展开图通过计算或等分弧线都可做出。如图3-18所示,图上标示的扇形角α为计算做法,12个阿拉伯数字为等分弧线线段作出,它与底圆的12等分相对应。
(d为底圆直径,L为圆锥母线长)。展开图通过计算或等分弧线都可做出。如图3-18所示,图上标示的扇形角α为计算做法,12个阿拉伯数字为等分弧线线段作出,它与底圆的12等分相对应。
圆锥管侧面积的计算公式
式中 r——圆锥底圆半径;
L——圆锥母线长。
图3-18 薄板圆锥管的展开图
(2)带咬口的薄板圆锥管的展开与计算
带咬口的圆锥管的展开是一个扇形,操作过程同前面圆锥管的展开相同,只不过是扇形的两条边每边多了条咬口线,每边咬口线的宽度为1.5m,m为咬口宽度。由于锥顶角对咬口有阻碍作用,所以咬口在锥顶处要留出一个60°角的豁口(豁口为一个小三角形),以方便咬口。由于圆锥体带有坡度、咬口底边也就要有坡度,也就是咬口底边两头都要剪掉一块同样坡度的咬口料,否则咬合后圆锥管会翘起。
扇形的半径等于圆锥的母线长,弧长等于圆锥底圆的周长,扇形角 (d为底圆直径,L为圆锥母线长)。这个扇形通过计算和等分弧线线段都可做出(见图3-19)。
(d为底圆直径,L为圆锥母线长)。这个扇形通过计算和等分弧线线段都可做出(见图3-19)。
图3-19 带咬口的薄板圆锥管的展开下料图
带咬口的圆锥管展开后的面积计算公式为

式中 r——圆锥底圆半径;
L——圆锥母线长;
m——咬口宽度;
 ——为锥顶角咬口留边所去掉的正等三角形豁口面积。
——为锥顶角咬口留边所去掉的正等三角形豁口面积。
(3)带咬口卷边的圆锥管的展开(见图3-20)
带咬口卷边的圆锥管展开操作过程同咬口圆锥管展开基本一致,只不过多了一条卷边,所以在下料时就要把卷边余量计算在内,画出咬口线、咬口余量线、卷边起始线和卷边线。
在制作时,首先要先做出咬口,咬口为卧扣单扣整咬,再进行规圆挂扣咬合、圆锥成形,最后进行卷边。卷边时先敲击圆锥管体底最外的边缘,使最外边缘翘起,再往里一圈圈敲击,待形成圆弧时,套进铁丝,再用钣金锤轻轻敲击卷边缘;使卷边缘靠近铁丝,最后修整成形。
图3-20 咬口线带咬口卷边的圆锥管示意图和展开下料图
二、厚板构件的制作
这里的厚板特指那些板厚在1.5mm以上的板材。由于板厚对构件的形状与尺寸产生影响,所以在展开下料前就要把板厚考虑在内。
1.厚板圆管的展开与计算(见图3-21)
(1)无缝焊接连接圆管的展开与计算
厚板圆管展开后体积V的计算公式

式中 S——展开后的面积;
t——板材厚度;
d——圆管内径;
D——圆管外径。
厚板圆管的展开是一个矩形,矩形的长是圆管中径的周长,矩形的宽是圆管的高,也就是圆管的母线长。
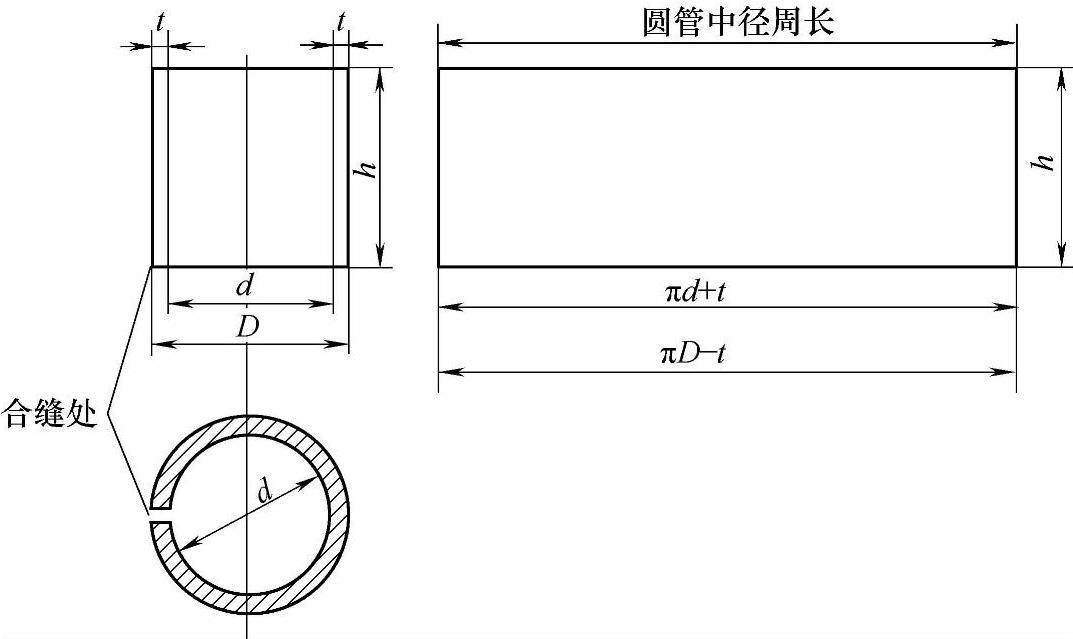
图3-21 厚板圆管的展开图
(2)卷边焊接圆管的展开与计算(见图3-22)
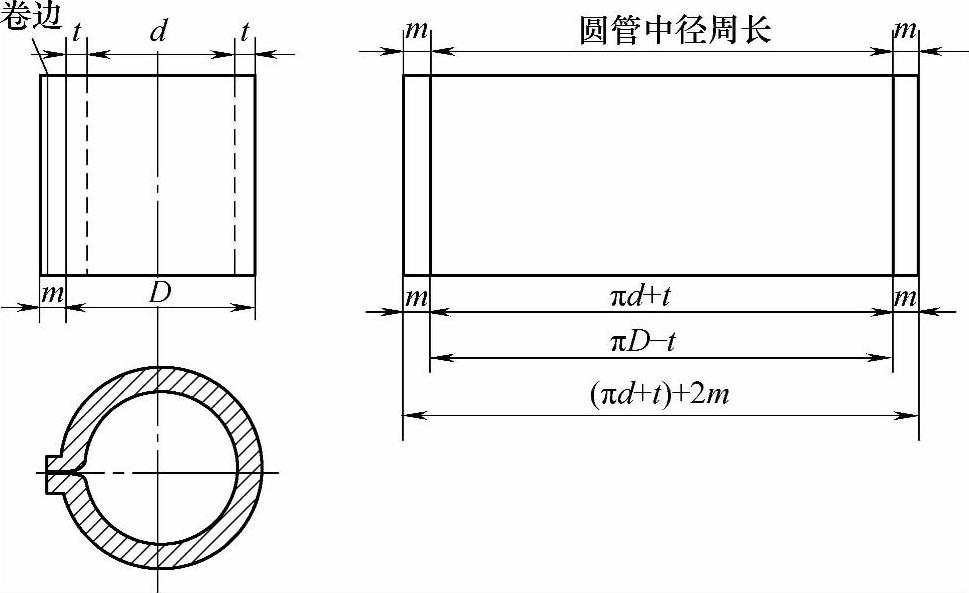
图3-22 厚板卷边连接圆管的展开下料图
厚板卷边焊接的圆管展开图是一个矩形,矩形的长是圆管的中径周长加上两个卷边的宽度。矩形的宽是圆管的高,即圆管母线长。
厚板卷边连接圆管展开后的体积V的计算公式

式中 S——展开后的面积;
t——板材厚度;
d——圆管的内径;
D——圆管的外径;
h——圆管的高;
m——卷边宽度。
2.厚板方管的展开与计算
(1)无缝焊接连接方管的展开与计算(见图3-23)
厚板方管的无缝焊接连接展开是一个矩形,矩形的长是方管内壁的四个宽,即2a+2b。因为弯折时板厚对四个角产生影响,所以下料时要以内壁的宽度为准,矩形的宽,即是方管的高。
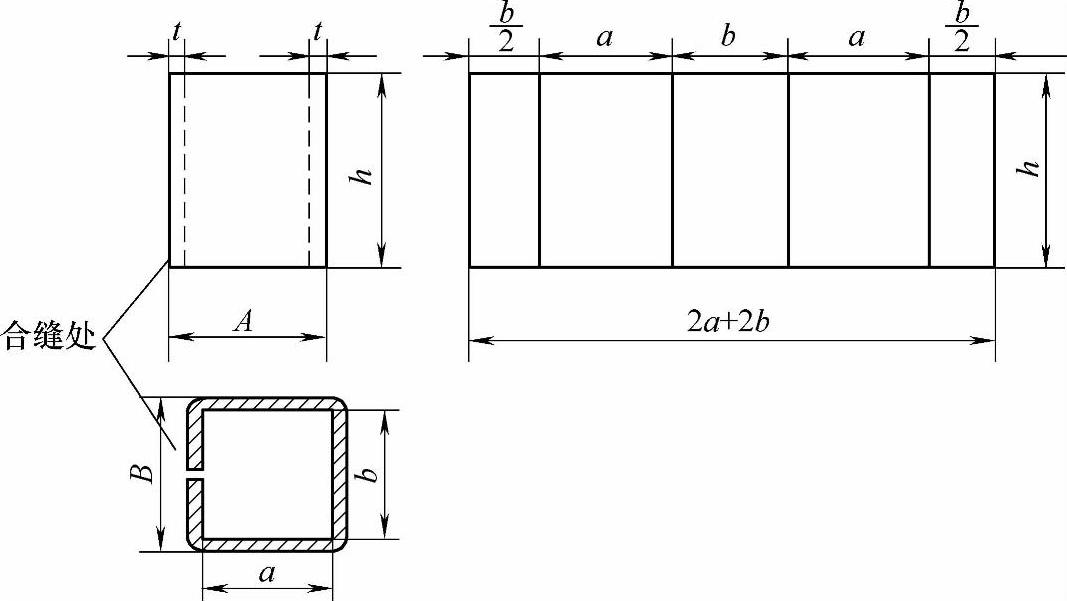
图3-23 厚板方管的展开图
厚板方管展开后的体积计算公式为

式中 S——展开后的面积;
t——板厚;
a——内壁宽;
b——内壁长;
h——方管的高。
(2)卷边焊接连接方管的展开与计算(见图3-24)
厚板卷边焊接连接方管的展开是一个矩形,矩形的长是方管内壁的四个边长加上两个卷边长,矩形高是方管的高。
厚板卷边焊接方管展开后下料的体积计算公式为

式中 h——方管的高;
t——板厚;
m——卷边宽度;
a——方管内壁宽;
b——方管内壁长。
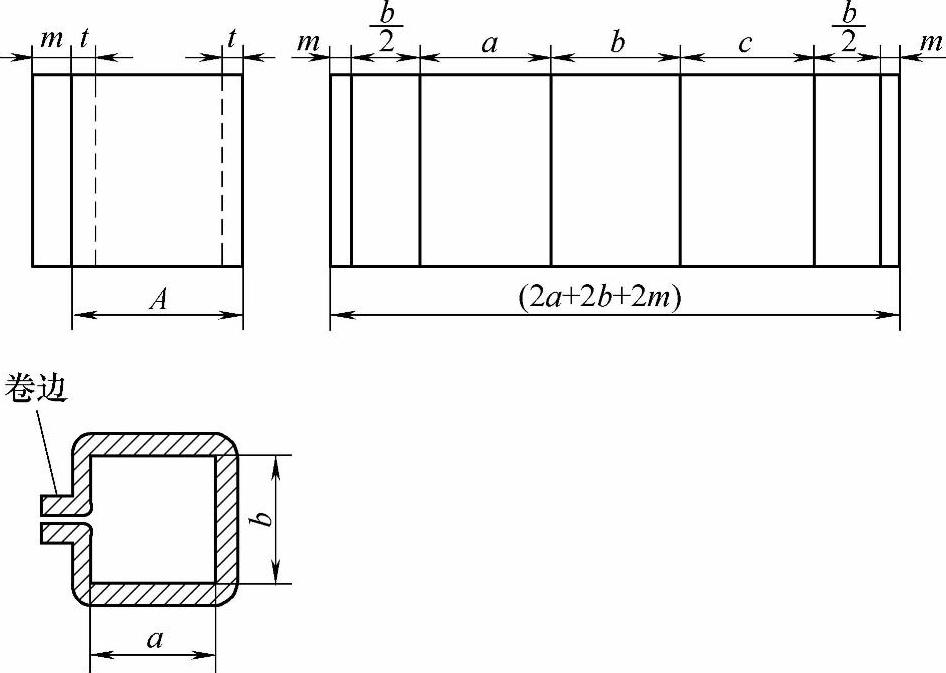
图3-24 厚板卷边的方管展开下料图
3.厚板圆锥管的展开与计算
厚板圆锥管的展开是一个扇形,扇形的半径等于圆锥中径的母线长(见图3-25中的L),弧长等于圆锥底圆中径圆的周长。扇形角α=180° (φ为底圆中径圆的直径,L为中径圆的母线长)。展开图可通过计算或做图等分弧线线段两种方法做出。下完料切割后,在圆锥管尖端中径母线处要打一个坡口,以利于在制作时圆锥管归圆靠拢。
(φ为底圆中径圆的直径,L为中径圆的母线长)。展开图可通过计算或做图等分弧线线段两种方法做出。下完料切割后,在圆锥管尖端中径母线处要打一个坡口,以利于在制作时圆锥管归圆靠拢。
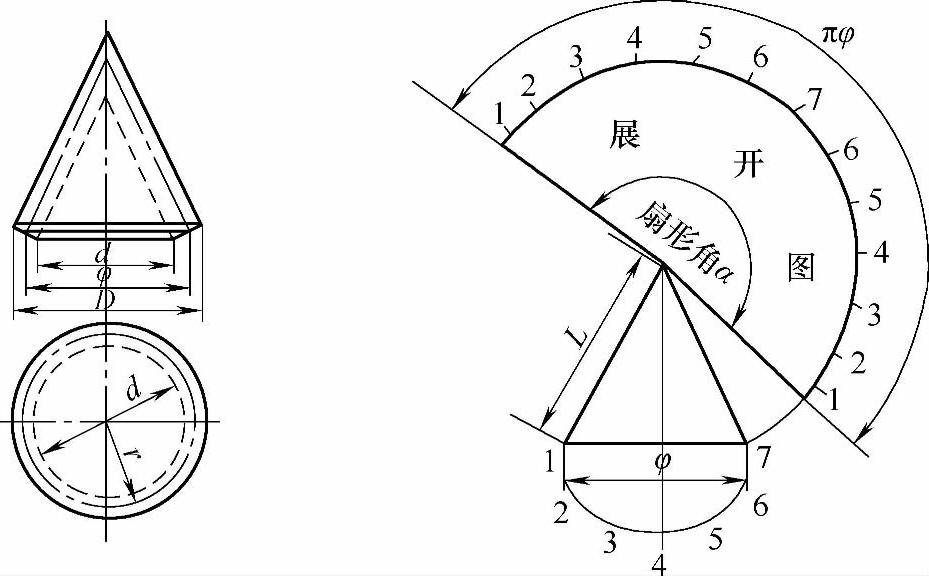
图3-25 厚板圆锥管的展开图
厚板圆锥管展开后的板料体积计算公式为
式中 S——展开后的面积;
t——板厚;
r——圆锥管底圆中径圆的半径;
L——中径圆的母线长。
注:以上厚板的卷边对接焊接特指那些板厚为1.5~3mm之间板材所制作的各种构件,它们的卷边长度大都在3~5mm之间,超过了3mm的板材,所做的构件一般都不卷边,而是直接对接焊接。
4.厚板构件的焊接连接
钣金构件的焊接连接主要是用于展开下料裁剪切割后的各个单个小平面(或曲面)向钣金构件立体组合转换的操作过程。
钣金构件的焊接连接主要有三种方法,即钎焊、气焊、电焊。钎焊和气焊主要是用于板厚在3mm以下的构件的卷边和无缝连接。电焊主要是用于板厚超过3mm以上的构件的对接、角接、搭接和丁字接的焊接连接。
电焊焊接连接的接头形式有五种:对接接头、搭接接头、角接接头、丁字接头和卷边接头(见图3-26)。卷边接头主要是用于板厚在3mm以下的构件连接。

图3-26 焊接接头形式
a)对接接头 b)搭接接头 c)角接接头 d)丁字接头 e)卷边接头
板厚超过6mm以上的构件组装焊接连接一般要打坡口,坡口样式有半坡和全坡(见图3-27)。

图3-27 电焊焊接板材的坡口形式
a)半坡 b)全坡 c)全坡
板厚超过14mm以上的构件组装对接头焊接连接一般要用全坡口,如图3-27中b、c所示。
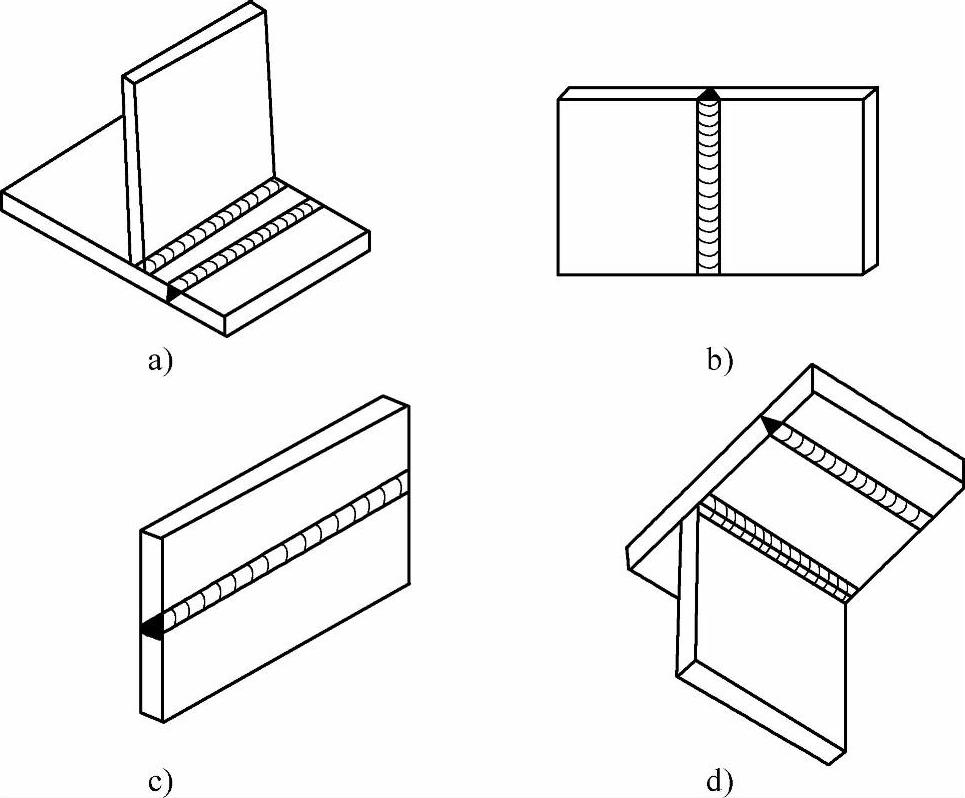
图3-28 焊缝形式(按空间位置分)
a)平焊缝 b)立焊缝 c)横焊缝 d)仰焊缝
电焊的焊缝形式和操作方法,按空间位置分有平焊、横焊、立焊、仰焊四种(见图3-28)。四种焊缝形式的操作方法各有不同,其中平焊缝是各类操作方法中最简单、工作效率最高、质量最好的一种操作方法。因此在有条件情况下,一般都要尽量选择平焊。这几种焊接方法中仰焊为最难操作的,由于受空间位置影响,其焊接的质量和工作进度都不如其他几种操作方法,所以一般情况下都要尽量避开仰焊,而采用其他的几种焊接操作方法。
第三节 钣金构件的修复
当钣金构件受到意外的冲击与碰撞时,会造成构件形体发生改变,致使钣金构件不能正常使用,从而影响生产。为了节约成本、降低原材料消耗、迅速恢复生产,就必须把受到意外伤害而变形的钣金构件恢复原状,以达到再使用目的。这个恢复原状的过程就叫修复。
由于长时间的磨损和受到外力的碰撞与冲击,往往会使一些钣金构件发生变形,以致于使钣金构件不能再继续使用,但是我们可以通过人为的修理与矫正,使破损变形的钣金构件恢复原状,延长钣金构件的使用期限,降低生产成本。下面就介绍一些破损变形钣金构件的修复方法。
1.钣金构件变形产生的原因
要想修复破损变形的钣金构件,首先我们要了解钣金构件产生破损变形的主要原因和各种因素,然后针对不同情况,制订不同的修复方法。
钣金构件变形的主要原因是当构件受到外力碰撞与冲击时,使构件局部金属纤维受到拉伸而伸长,或局部金属纤维受到挤压而缩短,构件整体表面纤维布局发生变化,金属纤维产生错位,致使整体金属纤维布局保持不均衡。
钣金构件的修复主要是针对上述原因,通过外力与加热,使变形发生错位的局部金属产生变化,使伸长的金属纤维缩短、或缩短的金属纤维伸长,从而使钣金构件的整体金属纤维长短保持一致,从而达到修复目的,使钣金构件恢复原状。
2.破损变形钣金构件的修复
在破损变形钣金构件修复过程中,我们要针对不同的情况,制订不同的修复方法。修复的方法主要有三种:手工矫正法、火焰矫正法、机械矫正法。
钣金构件的矫正大多数都是以手工矫正为主、一些大型的构件或单独靠手工矫正不了的,才可借助另外一些矫正方法,如火焰矫正和机械矫正等。
手工矫正法是使用大锤、锤子、木锤、橡胶锤或扳手、台虎钳等简单工具,通过锤击、拍打、扭转等手工操作,利用钣金构件金属纤维变化和形体的转变来达到修理的目的。
火焰矫正法是利用物体热胀冷缩的方法,使火焰对准变形工件局部加热时产生压缩塑性变性,待冷却后较长变形局部金属纤维会收缩,收缩后的整体金属纤维长短保持一致,从而达到矫正变形、恢复原状的目的。
机械矫正法主要是针对手工和火焰矫正一时完成不了的大型钣金构件,方法是利用机械设备和大型工具对构件的碾压、平整来达到修复目的。
一、手工矫正法
1.锤击法
当钣金构件受到外力冲击或碰撞时,钣金构件会发生变形,形成一个中间高、四周洼或七扭八歪不规则的形状。针对变形的不同,我们的修复方法也有所不同。
(1)中间高、四周洼的钣金构件的修复方法
钣金构件出现中间高、四周洼的凸起变形(俗称“鼓包”)是由于板材中间金属纤维纵横方向均被拉长、而四周金属纤维还保持原状,造成板材金属纤维四周紧、中间松,以致形成“鼓包”。其矫正修复方法是采用收边和放边的基本原理,在没有翻边和弯折情况下,把拆卸或切割下的变形构件放在平台上,用锤子锤击凸起处的边缘,并从凸起处开始向周边呈放射性锤击,越向外锤击密度越大,锤击力也越大,从而使由里向外各部分金属得到不同程度的延伸和放松,凸起变形在锤击过程便可逐渐消失。
若钢板中间有几处相邻的凸起,则应在交界处轻轻锤击,使数处凸起合并成一个,然后再锤击四周使之展平。
(2)七扭八歪、四周呈波浪形的钣金构件的修复方法
钣金构件产生七扭八歪不规则、四周呈波浪形的变形是由于构件周边局部金属纤维受到外力冲击或碰撞,导致金属纤维在纵横方向被拉伸而伸长,但中间金属纤维没有受到冲击,因而保持原状,即常说的中间紧、四周松的现象。修复的方法是将卸下或切割下变形的构件零件放在平台上,用锤子或大锤先由里向外(即由中间向四周)锤击,再由外向里锤击。锤击的方法是一圈一圈圆周式锤击,锤点要均匀,锤点越往里越密,锤击力度也是越往里越重,这样构件中间的金属纤维会得到延展放松,与四周金属纤维长短保持一致,从而使七扭八歪不规则的变形得到消除,恢复构件的原状。
综上所述,锤击矫正法可以概括为一句话,那就是:中间高敲四边,七扭八歪敲中间。也就是说哪里紧就放哪里(即锤击哪里)。
2.扳扭矫正归位复原法
当钣金构件一端发生弯曲扭转时,可将拆卸下或切割下的钣金构件零件的另一端放在台虎钳上夹紧,用自制的叉型扳手或大型活扳手夹持住钣金零件的变形端,向扭曲弯转的相反方向用力扭转,待弯转变形消失后,再用锤子轻轻敲击变形部位,直至矫平定形。
如果是不易卸下的又不允许切割的大型钣金构件,可直接在扭曲弯转的一端,用自制的叉形扳手或大型活扳手向扭曲弯转的反方向用力扭转,直至扭曲弯转变形消失后,再用托铁垫板衬在背面,用锤子轻轻锤击变形部位,直至矫平定形归复原位。
二、火焰加热矫正法
钣金构件局部受到碰撞与冲击、又不便从机器设备上取下放在平台上用锤击矫正时,或由于钣金构件本身结构的限制(如周边有翻边和弯折),不易采用手工锤击矫正时,可采用火焰加热矫正法,消除钣金构件的凸起或七扭八歪的波浪变形,其步骤如下。
1)用气焊的焊炬(即焊枪)对准凸鼓的最高处加热至樱桃红色。加热范围要根据变形程度而定:凸起严重、面积较大时,加热点要大些(直径约20~30mm);同时收缩几点程度较轻面积较小时,加热点要小些(直径约10~15mm)。
2)加热后趁热急速用木锤敲击加热点周围,然后敲击加热点,敲击时适当用托铁衬板垫着工件。木锤敲击停止后,应用水急速冷却加热点,然后再用锤子或钣金锤轻轻敲击整平。
3)如果收缩一点不能解决问题,可按如图3-29所示的顺序将变形处逐点加热并敲击,直至矫平。
进行火焰加热矫正时要谨慎,可收可不收时,尽可能不用火焰样平,以免产生副作用;加热时焊嘴要垂直,并压低些,这样加热快,热量又不易扩散,收效显著,但要小心,千万不能将板材熔化或烧穿,收缩量要适当,不可收缩过多,敲击整平时也要适可而止,不要敲击过分,以免造成板材脆化断裂。
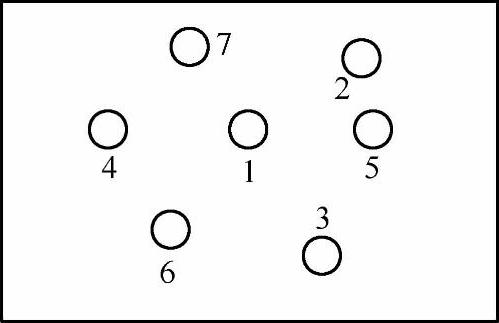
图3-29 加热多点的顺序
三、框架内支撑法
(见图3-30)
带有框架的桶形或箱形的钣金构件,当受到外力碰撞或冲击时,构件表面局部会发生凹陷,这时可用框架内支撑法来修复凹陷的部位,使凹陷部位隆起,再用锤击矫平。
具体过程是:在框架(圆桶或方箱)内凹陷部位处的下方放置一台液压千斤顶(或螺旋千斤顶),顶头对准凹陷最低处。千斤顶底座固定在框架底面上。如果框架过高、千斤顶升起够不到凹陷部位时,在框架底面上可垫木块或铁锁板之类的垫物,把液压千斤顶底座在垫物上坐稳、坐牢,锁紧千斤顶,再用压杆起动液压千斤顶,使液压千斤顶顶头缓慢向上升起,直至把凹陷处顶起。如果板材太厚、不易顶起,可用气焊配合在加热凹陷处四周,一边加热、一边起动千斤顶向上升起,直至凹陷处隆起,稍稍高于周边,再撤掉千斤顶,用托铁衬板抵在凹陷处下方,上方用锤子锤击,直至矫平为止。
如果是横向矫正,可用螺旋千斤顶,方法同前,只不过是垂直升起矫正,变成了横向顶出矫正。
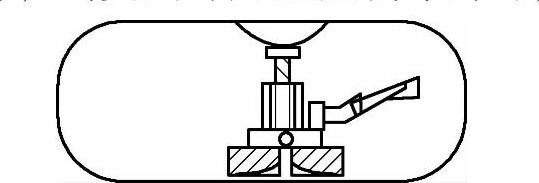
图3-30 框架内支撑法示意图
四、螺栓焊接外拔法
(见图3-31)
螺栓焊接外拔法,主要用于桶形或方箱形构件。当这些构件受到外力冲击与碰撞时,构件表面局部出现塌陷,但用锤子又无法锤击矫正,这时可用螺栓焊接外拔法。
具体操作过程是:
1)准备一个高强度长杆螺栓和两个垫块及一个有穿孔的压板铁板。
2)把高强度螺栓杆一头焊接在塌陷处最低端,把两个垫块分别垫在螺杆两旁的塌陷处上方,把带有穿孔的压板穿进高强度螺栓杆,然后拧紧高强度螺母,使压板靠近垫块,然后再持续用力拧紧螺母,使凹陷处靠螺栓。螺母的紧固把塌陷处向上拔起,直至把塌陷处拔出并稍稍高于周围,再撤掉压板和垫块,切割掉焊接在凹陷处的高强度螺杆,然后再用锤子锤击矫正凹陷处。锤子锤击时,下面可用托铁衬板支撑。如果板材太厚,仅靠螺母向外拔不动时,可用气焊配合加热凹陷处四周,再拧紧螺母,直至把凹陷处拔出。
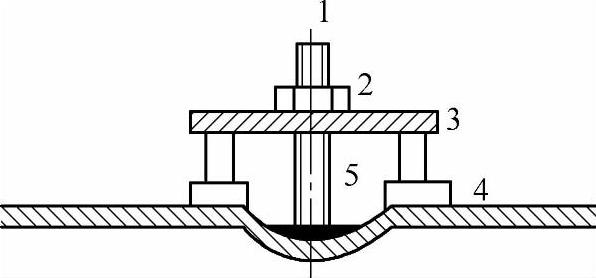
图3-31 螺栓焊接外拔法示意图
1—螺栓杆 2—螺母 3—压板 4—垫块 5—加热处
图书在版编目(CIP)数据
钣金展开入门指导146例/徐昌明,冉瑞明编.—2版.—北京:机械工业出版社,2014.8(2006.11重印)
ISBN 978-7-111-47211-7
Ⅰ.①钣… Ⅱ.①徐…②冉… Ⅲ.①钣金工-基本知识 Ⅳ.①TG936
中国版本图书馆CIP数据核字(2014)第142855号
机械工业出版社(北京市百万庄大街22号 邮政编码 100037)
策划编辑:沈红 责任编辑:沈红
版式设计:霍永明 责任校对:刘秀丽 程俊巧
责任印制:常天培
北京京丰印刷厂印刷
2016年11月第2版·第2次印刷
140mm×203mm·15.125印张·450千字
3001—4000册
标准书号:ISBN 978-7-111-47211-7
定价:49.00元
凡购本书,如有缺页、倒页、脱页,由本社发行部调换
电话服务
社服务中心:(010)88361066
销售一部:(010)68326294
销售二部:(010)88379649
读者购书热线:(010)88379203
网络服务
教材网:http://www.cmpedu.com
机工官网:http://www.cmpbook.com
机工官博:http://weibo.com/cmp1952
封面无防伪标均为盗版