加工节拍与机床台数的估算
2025年09月19日
7.加工节拍与机床台数的估算
根据已经选定的工件,分析工艺路线,在这个工艺路线中选出准备在加工中心上加工的工序,对这些工序作工时节拍估算。据现用工艺参数,估算每道工序的切削时间,而辅助时间通常取切削时间的10%~20%。如果计算结果产量达不到目标值,但相差不多,可修改工艺参数;如果差距很大,则应考虑增加机床台数配置。
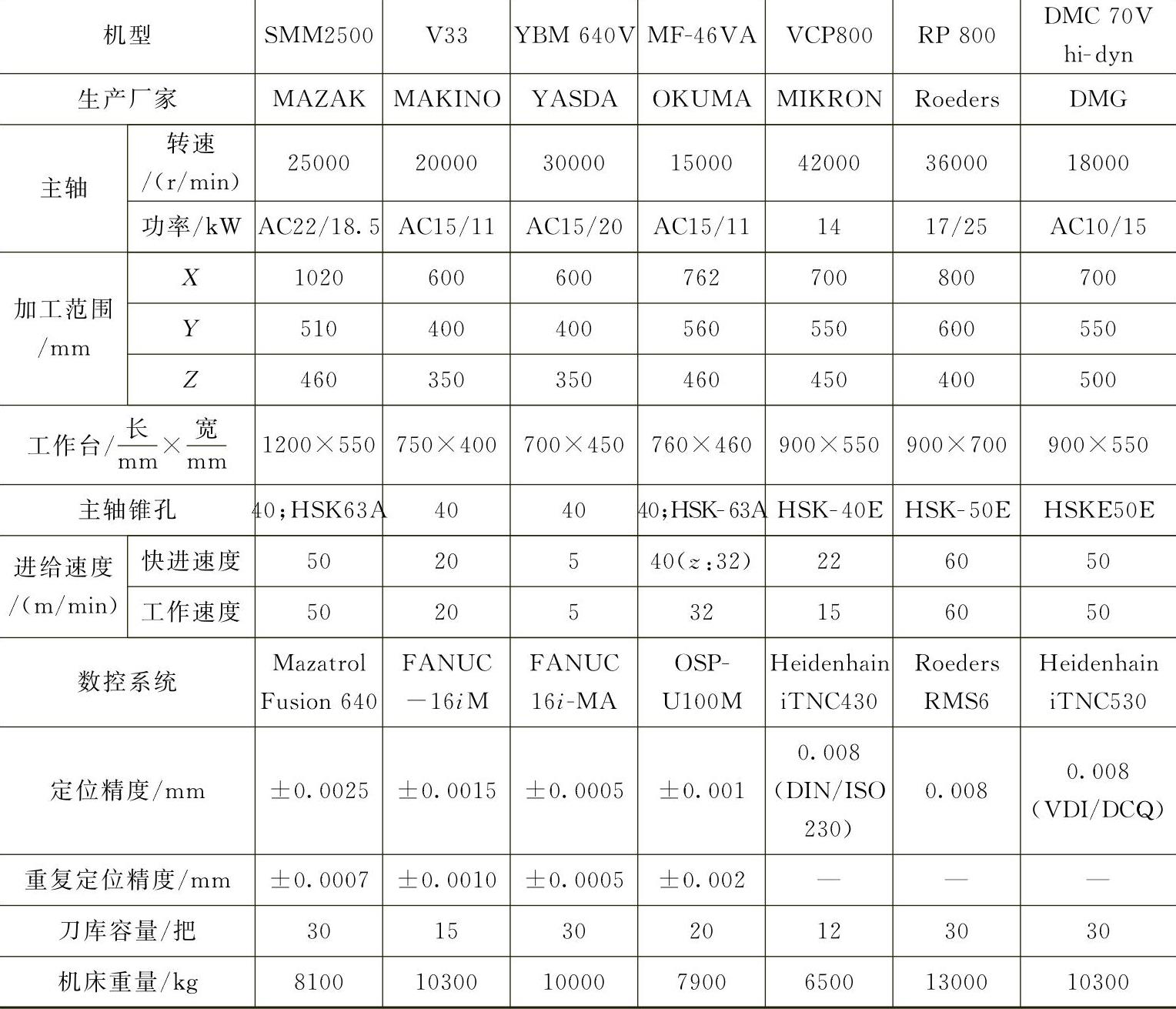
购买高速加工中心之前,可以通过机床厂商所提供的技术参数进行比较,特别是关键技术参数与规格。这些技术参数主要包括有:主轴最高转速;主轴功率;X、Y、Z轴快速进给速度;X、Y、Z轴切削进给速度;X、Y、Z轴进给加速度;定位精度;重复定位精度;工作台尺寸(长×宽);工作台承重轴位移量(X、Y、Z轴);主轴鼻端至工作台台面距离;刀库容量;最大刀具直径和长度;刀柄规格;换刀时间;床身材料和数控系统以及附件装置的配置。表2-3列出了部分高速加工中心的规格对照表。
表2-3 部分高速加工中心的规格对照表