MIKRONHSM400
瑞士米克朗(MIKRON)公司以生产精密机床著称,所开发的HSM400高速铣削中心(图2-25)非常适合模具加工使用。
机床部件的坚固性和稳定性是保证最佳加工精度的主要因素。为此,米克朗公司在HSM400上采用了下宽上窄的梯形封闭O形龙门式结构,如图2-26所示,降低了机床的重心,极大地保证了机床高速铣削加工中的刚性和稳定性。这对于高速切削机床来说是非常重要的。它采用人造大理石床身,保证了机床良好的阻尼特性和热稳定性。在进给轴和导轨方面,大跨度的导轨合理布置,增加了机床抵抗切削力的能力,以保证机床的稳定性。Y、Z轴溜板均采用高强度铸造结构,保证机床的刚度。

图2-25 MIKRON HSM400
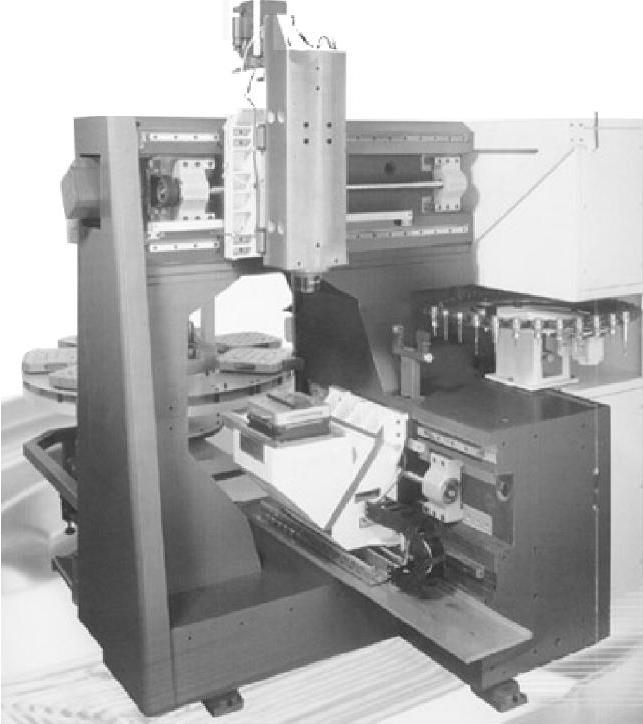
图2-26 O形龙门式结构
主轴是切削加工机床的一个核心部件,高速机床通常采用电主轴。HSM400高速加工中心采用的主轴是由米克朗公司下属子公司STEP-TEC公司生产的高速电主轴,转速可达42000r/min。主轴负载能力高,最大功率为14kW,最大转矩为8.0N·m,恒定功率为10.0kW,恒定转矩为6.0N·m,使用油雾润滑的陶瓷混合球轴承,使用寿命长,装有用于热补偿的温度传感器和矢量控制系统,保证了主轴精度的稳定及在低转速时能保持全额转矩和主轴电动机的快速起动和制动。
HSM400高速加工中心具有很高的动态性能,这也是实现高速加工的一个重要因素。HSM400的所有坐标轴上均采用高精度光栅尺,以保证机床的加工精度。进给控制系统则使用数字伺服驱动技术,所有进给轴均采用轻型结构,以减小移动惯量,进给速度可达40m/min。配置的电主轴具有极高的加减速性能,进给加速度可达1g。大理石床身具有良好的阻尼特性,使机床在加减速时的振动减至最小。HSM400高速加工中心配置了一个18把、36把或72把刀的刀库,刀柄形式为HSK40E,并将刀具激光测量装置(激光对刀仪)作为机床的标准配置集成到机床上。
HSM400的另一个特点是集成了一个7工位的自动工件托盘交换系统,也可根据需要配置20或48工位的自动工件托盘交换系统。这个自动工件托盘系统无需另外的控制装置,如同换刀装置一样,可在机床的数控系统上直接进行编程,以实现24h连续加工,满足自动化管理的需要。托盘存储区布置在工作区域外,可在加工的同时上下料。提高机床的宜人性是所有机床生产厂商追求的目标。米克朗公司在HSM400高速加工中心的每一处细小结构上都强调了人机工程学的最高标准。只要打开易于操纵的单扇门即可从三面接近工件,还可使用吊车上下料。自动工件托盘交换系统使得操作更加简便。工作台高度按照人机工程学原理设计成900mm的最佳工作台高度和合理的加工范围。导轨用大倾斜角度的不锈钢导轨防护罩保护,不会积存切屑,方便清理。控制系统操作简单,可同时控制机床加工和自动托盘交换系统,而上下料操作既可在托盘存储区进行,也可以直接在工作台上进行。机床各部件布置合理,易于维修。
安全性和可靠性是评估机床性能的一个重要方面。HSM400高速加工中心的所有结构细节的制造都充分体现了这一点。将不锈钢导轨防护罩设计成大倾斜角度,以便高效地清理切屑;动作简单的换刀装置和刀具测量装置都布置在工作区之外,免受切屑、灰尘和切削液的污染;还有采用免维护的永久润滑的滚珠丝杠和滚柱导轨以及完善的切屑排除系统等,大大提高了机床的可靠性。