5.4 刀具路径的切入切出和连接
2025年09月19日
5.4 刀具路径的切入切出和连接
高速加工的刀具路径在切入和切出工件时,无论是粗加工还是精加工,都应使用圆弧方式。尽量避免垂直下刀接触工件表面,因为这样会降低切削速度,同时会在零件表面上留下很多刀痕。如果允许刀具从刀具路径末端开始加工,那么它将首先下切到残留毛坯深度,然后突然改变方向,沿刀具路径进行切削,这样会很容易产生刀痕,同时使刀具发生振动,从而导致刀具和机床的额外磨损。对刀具路径进行适当的切入切出移动设置,可避免刀具载荷的突然改变。刀具路径间的空程移动(连接)会增加大量的额外加工时间,应用适当的连接移动,可极大减少刀具路径间的这种空程移动。
“切入切出和连接”对话框可通过单击主工具栏中的图标 打开,也可在精加工对话框中的相应条目下打开并应用于已有刀具路径。在“切入切出和连接”对话框中(图5-26),需要设置“Z高度”、“切入”、“切出”、“延伸”和“连接”选项。切入切出和连接是刀具路径的有效延伸,因此必须勾选“过切检查”复选框,以避免可能导致过切的切入切出。
打开,也可在精加工对话框中的相应条目下打开并应用于已有刀具路径。在“切入切出和连接”对话框中(图5-26),需要设置“Z高度”、“切入”、“切出”、“延伸”和“连接”选项。切入切出和连接是刀具路径的有效延伸,因此必须勾选“过切检查”复选框,以避免可能导致过切的切入切出。
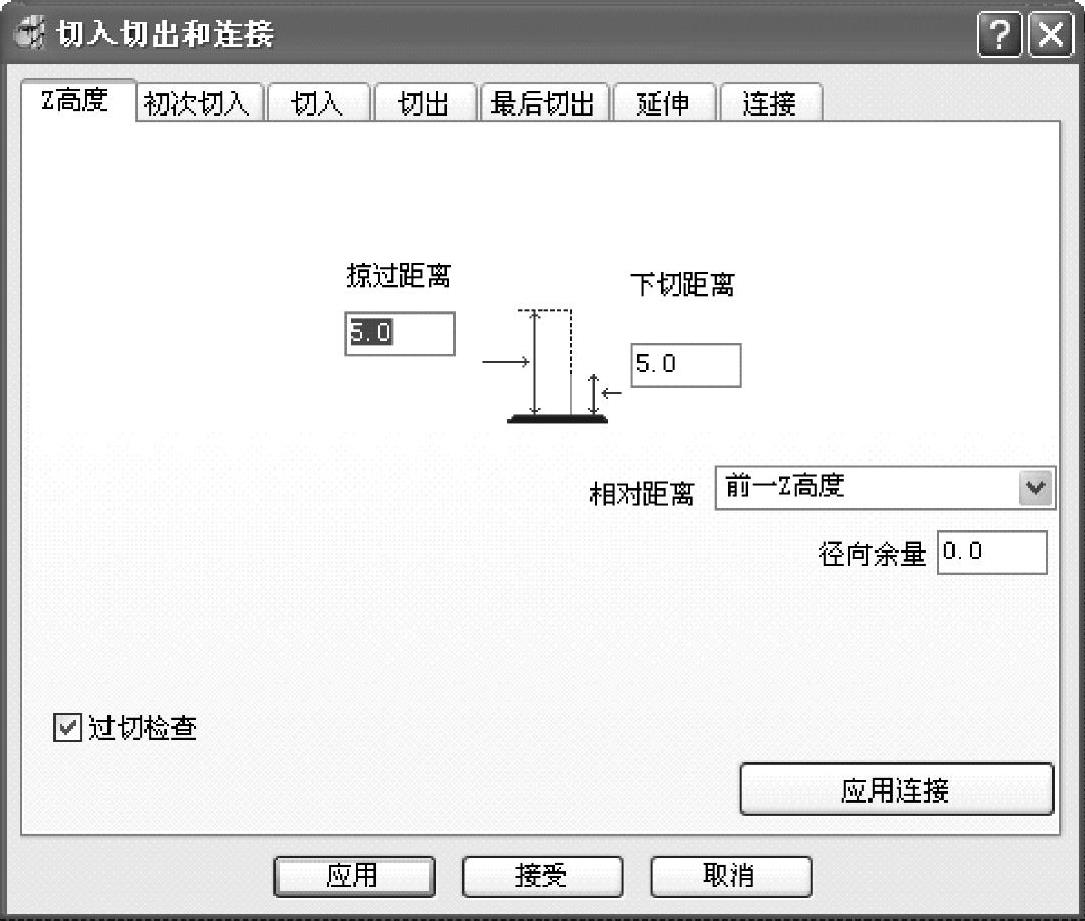
图5-26 “切入切出和连接”对话框