7.4.2 区域铣削驱动
驱动方法定义了创建驱动点的方法。驱动方法决定驱动几何体类型,以及可用的投影矢量、刀具轴和切削方法。如果不选零件几何体,刀位轨迹将直接由驱动点生成。图7-35所示为“驱动方法”中“方法”的下拉列表。
区域铣削驱动是高速铣加工最常用的一种曲面精加工工序方式。区域铣削与边界驱动生成的刀轨有点类似,但是其创建的刀轨可靠性更好,并且可以有陡峭区域判断及步距应用于部件上功能。通过选择不同的图样方式与驱动设置,区域铣削可以适应绝大部分的曲面精加工要求。“区域铣削驱动方法”的对话框如图7-36所示。
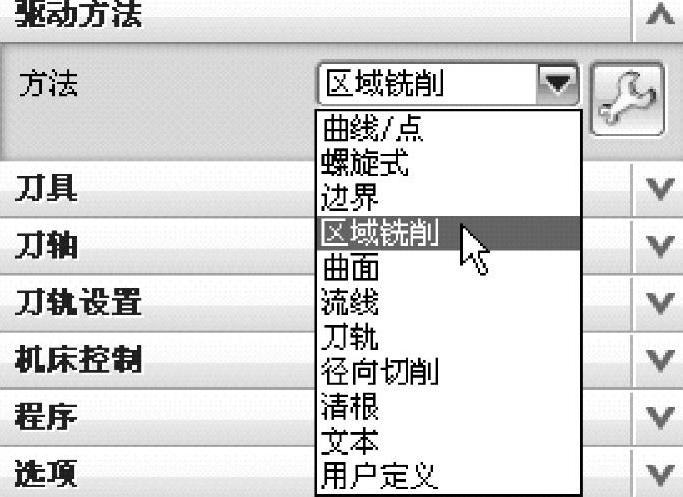
图7-35 驱动“方法”的下拉列表
1.陡峭空间范围
陡峭空间范围可以指定的陡角把切削区域分隔为陡峭区域与非陡峭区域。在陡峭空间范围中共有三个方法,分别是:
(1)无 切削整个区域。不使用陡峭约束,允许加工整个工件表面,如图7-37所示。
(2)非陡峭 切削平缓的区域,而不切削陡峭区域,如图7-38所示。通常可作为等高轮廓铣的补充。非陡峭与切削角度无关。
(3)定向陡峭 切削大于指定陡角的区域,如图7-39所示。定向切削陡峭区域与切削角有关,零件表面与切削角所在的竖直面所成的角度大于指定陡角值的区域为加工区域。
定向陡峭区域陡峭边的切削区域是与走刀方向有关的,当切削模式为往复、单向等平行切削时,切削角度方向与侧壁平行时就不作为陡壁处理。图7-40所示为不同方向的陡峭切削区域。而采用跟随周边或者同心、径向模式一般不使用定向陡峭选项。
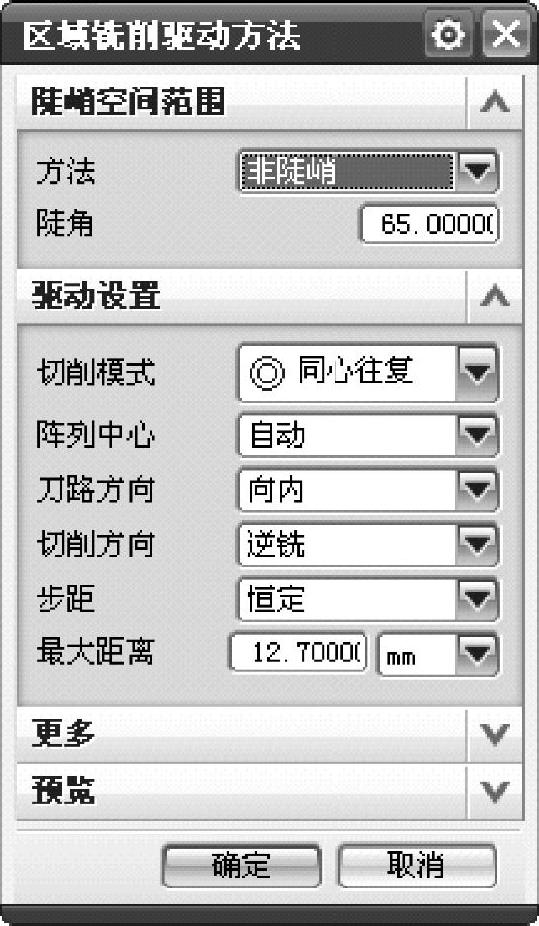
图7-36 “区域铣削驱动方法”对话框
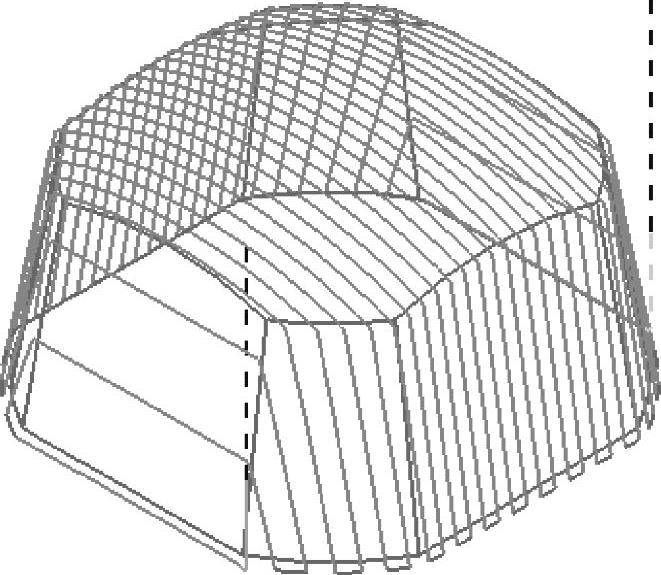
图7-37 无
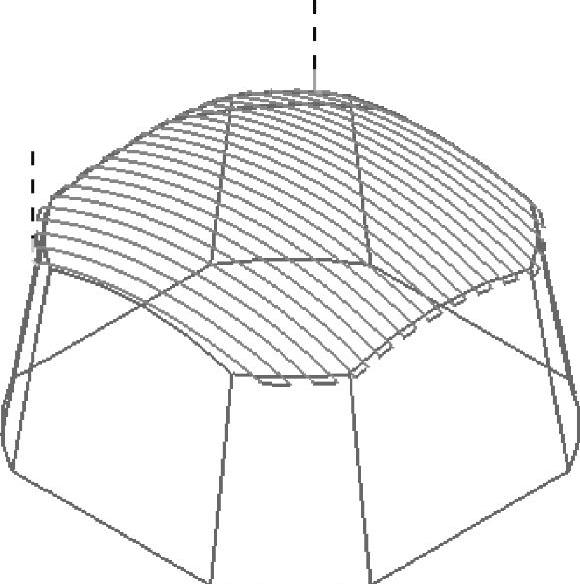
图7-38 非陡峭
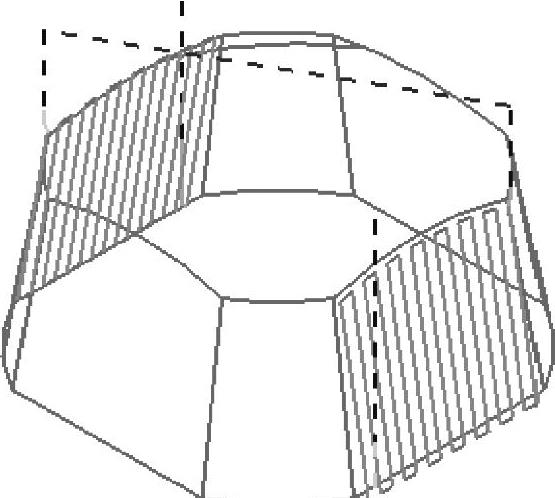
图7-39 定向陡峭
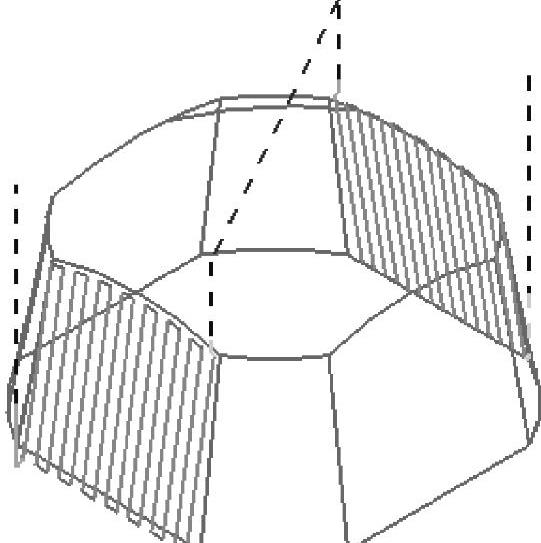
图7-40 不同切削角的定向陡峭
2.切削模式
切削模式限定了走刀方式与切削方向,与型腔铣中的切削方式有点类似。
(1) 跟随周边 跟随周边产生环绕切削的刀轨。需要指定加工方向——向内或者向外,如图7-41所示。
跟随周边 跟随周边产生环绕切削的刀轨。需要指定加工方向——向内或者向外,如图7-41所示。
(2) 轮廓(配置文件) 轮廓切削是沿着切削区域的周边生成轨迹的一种切削模式。可以用“附加轨迹”选项使刀具逐渐逼近切削边界,如图7-42所示。
轮廓(配置文件) 轮廓切削是沿着切削区域的周边生成轨迹的一种切削模式。可以用“附加轨迹”选项使刀具逐渐逼近切削边界,如图7-42所示。
(3) 往复 创建双向的平行切削刀轨,加工示例如图7-43所示。
往复 创建双向的平行切削刀轨,加工示例如图7-43所示。
(4) 往复上升 相对于往复切削,在行间转换时向上提升以保持连续的进给运动,如图7-44所示。
往复上升 相对于往复切削,在行间转换时向上提升以保持连续的进给运动,如图7-44所示。
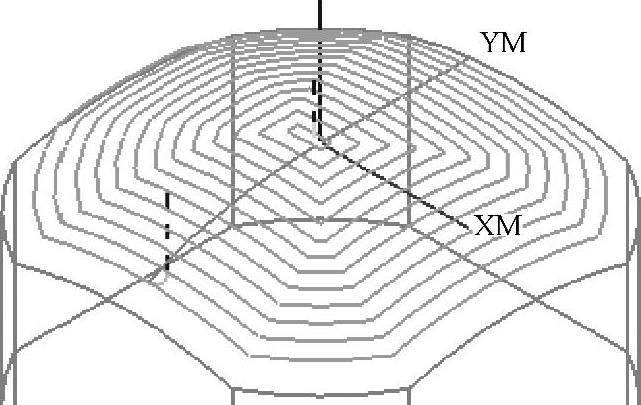
图7-41 跟随周边
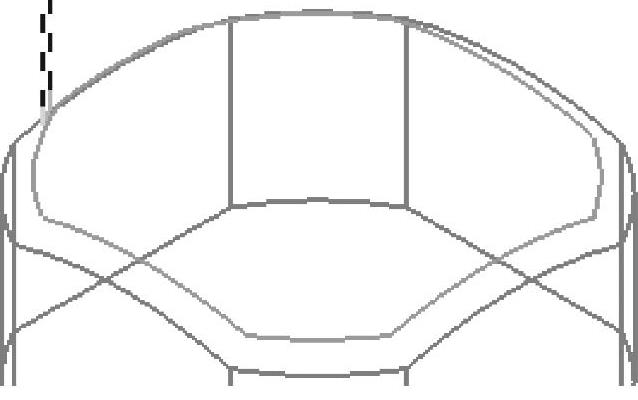
图7-42 轮廓
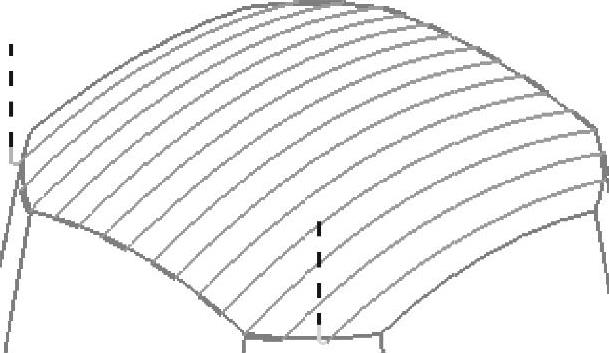
图7-43 往复
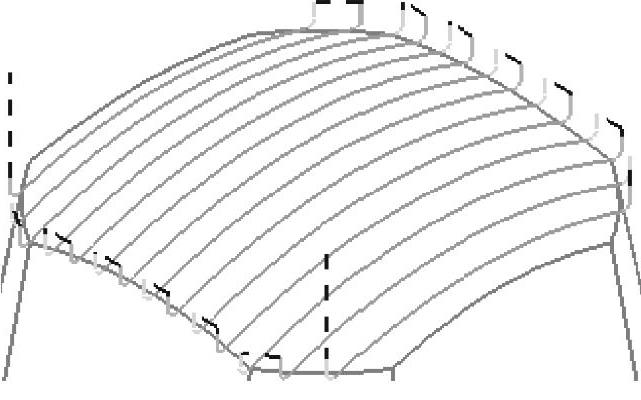
图7-44 往复上升
(5) 单向 创建单向的平行刀具轨迹,如图7-45所示。此选项能始终维持一致的顺铣或者逆铣切削。
单向 创建单向的平行刀具轨迹,如图7-45所示。此选项能始终维持一致的顺铣或者逆铣切削。
(6) 单向轮廓 相对于单向切削,进刀和退刀时将沿着轮廓到前一行的起点或终点,如图7-46所示。
单向轮廓 相对于单向切削,进刀和退刀时将沿着轮廓到前一行的起点或终点,如图7-46所示。
(7) 单向步距 用于创建单向的、在进刀时沿着轮廓而在退刀时直接抬刀的刀具轨迹,如图7-47所示。
单向步距 用于创建单向的、在进刀时沿着轮廓而在退刀时直接抬刀的刀具轨迹,如图7-47所示。
(8) 同心 同心切削从用户指定的或系统计算出来的优化中心点,生成逐渐增大或逐渐缩小的圆周切削模式,并且切削类型可以分为单向、往复、单向轮廓与单向步距方式。图7-48所示为同心单向切削路径示例。
同心 同心切削从用户指定的或系统计算出来的优化中心点,生成逐渐增大或逐渐缩小的圆周切削模式,并且切削类型可以分为单向、往复、单向轮廓与单向步距方式。图7-48所示为同心单向切削路径示例。
(9) 径向 径向产生放射状切削路径,由一个用户指定的或者系统计算出来的优化中心点向外放射扩展而成;同样也分为单向、往复、单向轮廓与单向步距方式,图7-49为径向往复切削路径的示例。
径向 径向产生放射状切削路径,由一个用户指定的或者系统计算出来的优化中心点向外放射扩展而成;同样也分为单向、往复、单向轮廓与单向步距方式,图7-49为径向往复切削路径的示例。
在径向线模式下,步距长度是沿着离中心最远的边界点上的弧长进行测量的。另外在“步距”选项中,可以指定“角度进给”,如图7-50所示。这是径向线切削路径模式独有的设置参数。
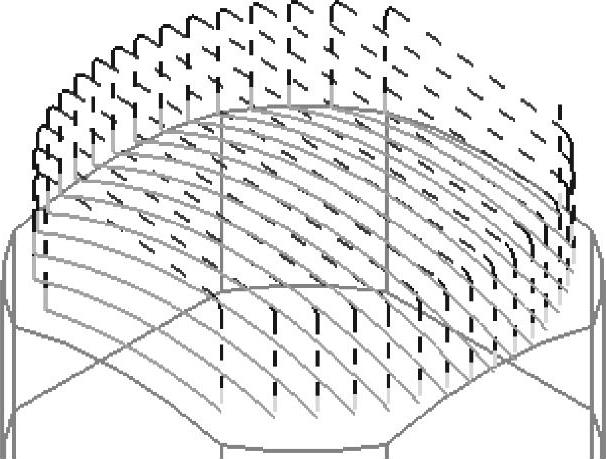
图7-45 单向
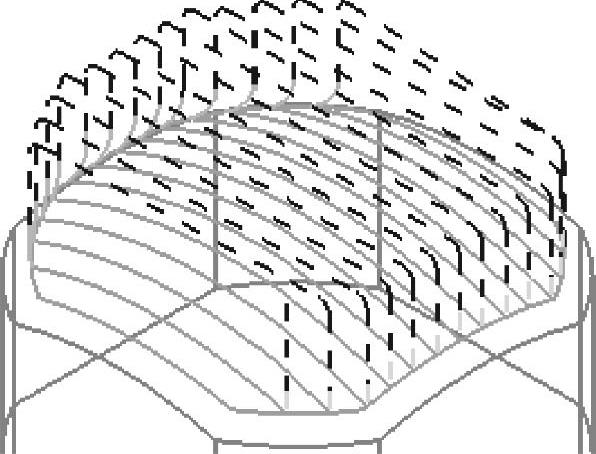
图7-46 单向轮廓
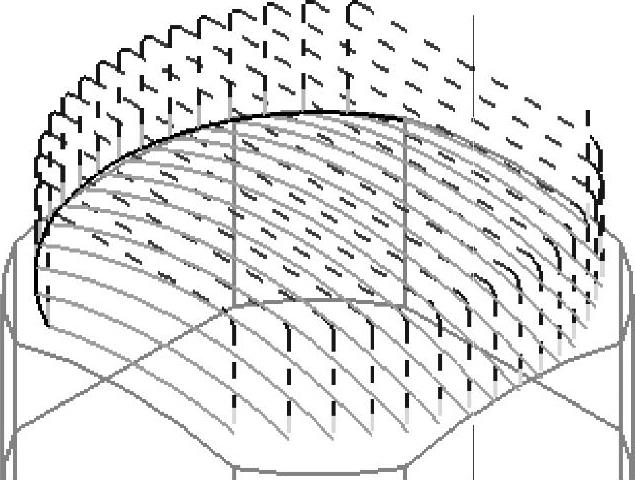
图7-47 单向步距
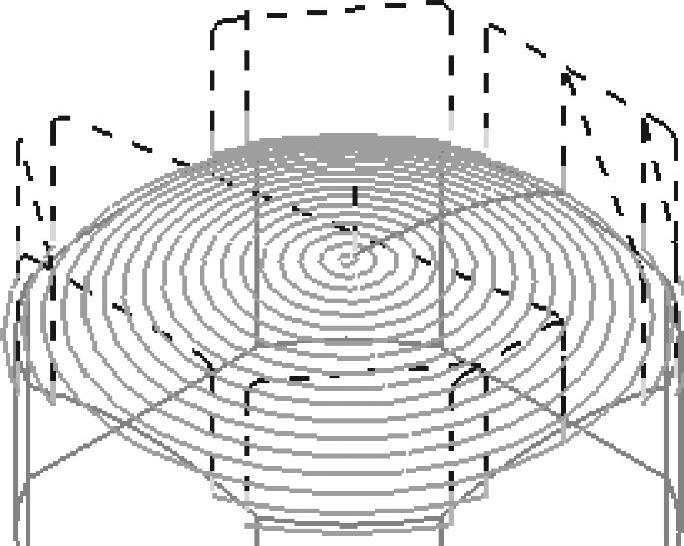
图7-48 同心单向
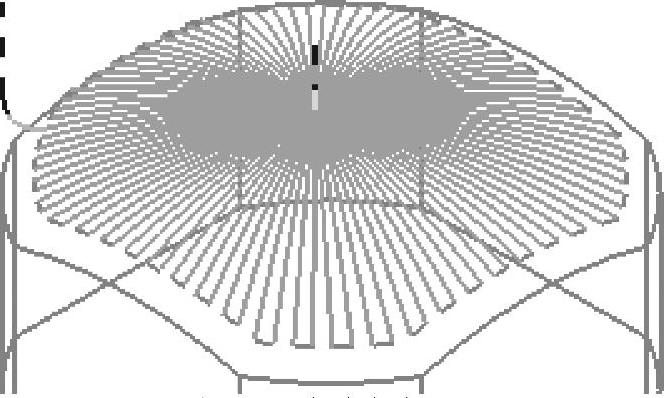
图7-49 径向往复
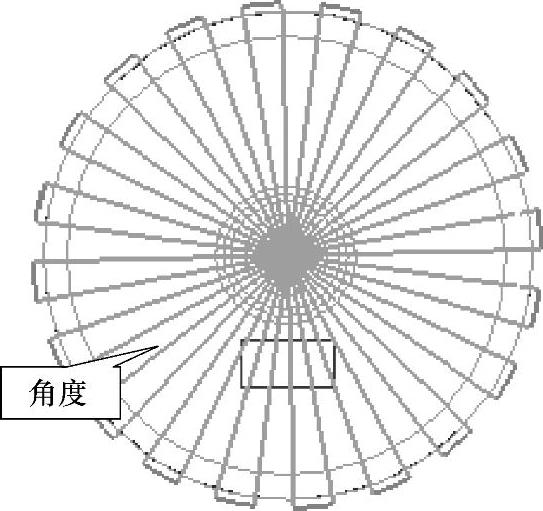
图7-50 “角度”定义“步距”
3.步距已应用
步距用于指定相邻两道刀路的横向距离,即切削宽度。可以选择“在平面上”或“在部件上”来应用步距。
(1)在平面上 步距是在垂直于刀轴的平面上,即水平面内测量的2D步距,产生的刀轨如图7-51所示。“在平面上”适用于坡度改变不大的零件加工。
(2)在部件上 步距是沿着部件测量的3D步距,如图7-52所示。可以实现对部件几何体较陡峭的部分维持更紧密的步距,以实现整个切削区域的切削残余量相对均匀。
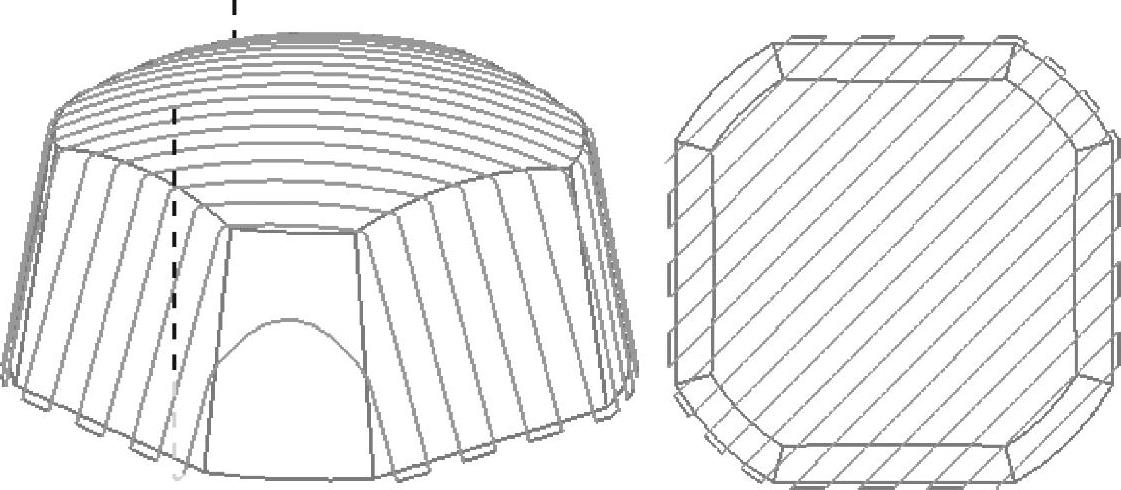
图7-51 “步距应用:在平面上”的刀轨
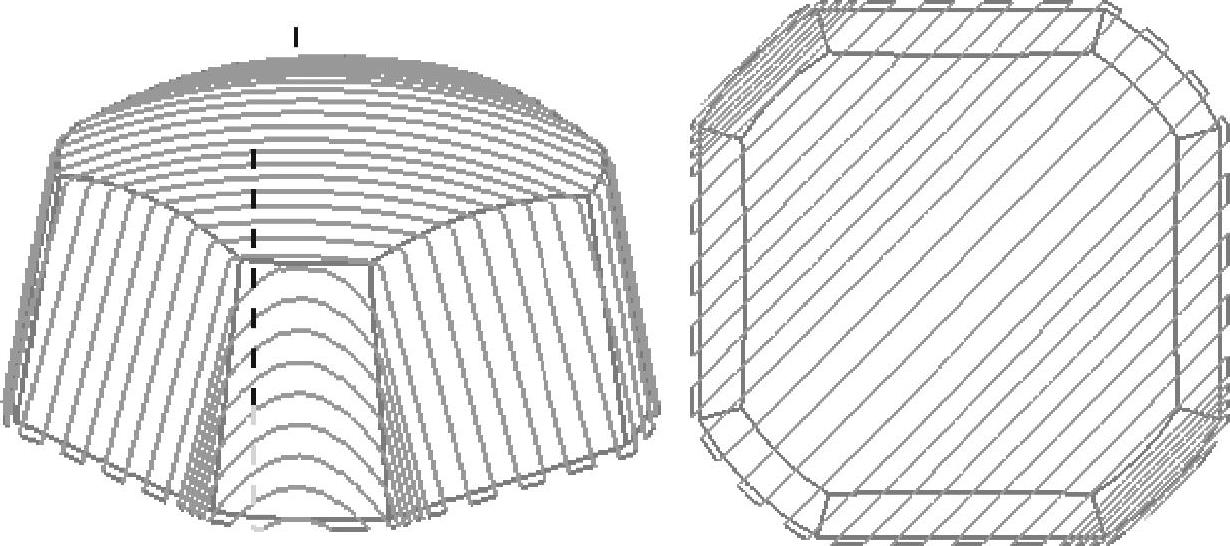
图7-52 “步距应用:在部件上”的刀轨