6.5.1 工件分析与工艺规划
1.工件简介
图6-47所示某型号手机上盖注塑模具的型腔。该手机零件的结构复杂,细小部位多。同时手机模具要求精度高,模具寿命长,所以使用了较高硬度的材料,其材料为H13钢,并且要求数控加工时作到有足够的精度,减少手工工作量。所以选用高速加工中心进行铣削加工。毛坯为立方块,六面均已光整。
2.工件安装
先在型腔工件的背面加工4个螺纹工艺孔,将工件固定在垫板上,通过压板压紧垫板,将工件固定在机床工作台上。
3.工步安排
粗加工使用ϕ10R3的硬质合金刀进行加工,刀具材料为TiAlN,直径为ϕ10mm,刀尖圆角半径为R3mm。粗加工采用等高层切方式加工,背吃刀量为0.5mm,切削行距为3mm。取主轴转速为8000r/min,机床进给速度为3500mm/min。
完成粗加工后进行半精加工,以使在精加工时各个部位的加工余量相对均匀。半精加工使用ϕ4mm的整体式硬质合金球头刀进行加工。设置主轴转速为17000r/min,机床进给速度为1200mm/min。以等高方式进行加工,层间背吃刀量为0.2mm。
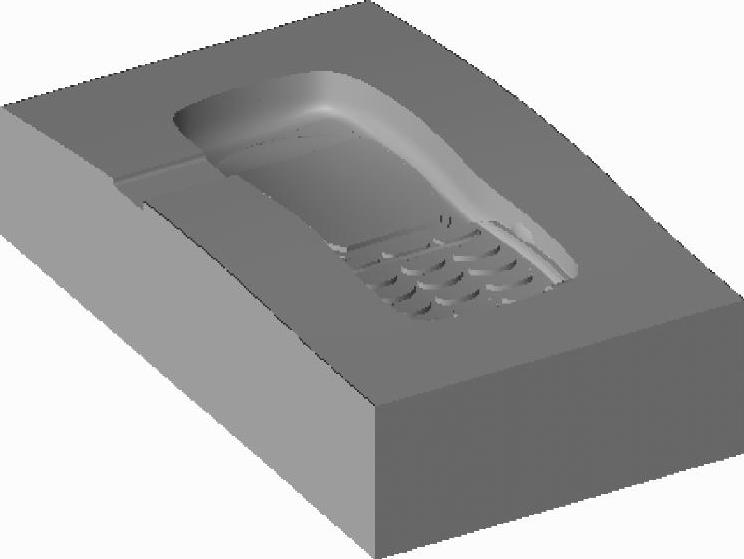
图6-47 手机上盖注塑模具的型腔
该模具型腔的分型面精加工,使用ϕ4mm的整体式硬质合金球头刀进行加工。设置主轴转速为22000r/min,机床进给速度为3000mm/min。以平行方式进行加工,切削行距为0.1mm。
该模具型腔的精加工,使用ϕ3mm的整体式硬质合金球头刀进行加工。设置主轴转速为26000r/min,机床进给速度为2000mm/min。以等高方式进行加工,同时对较平缓的曲面进行水平优化加工,主层间背吃刀量为0.05mm。
用清角方式加工由于前面程序所用刀具较大所留下的残料,清角加工使用ϕ1mm的整体式硬质合金球头刀进行加工。设置主轴转速为36000r/min,机床进给速度为1500mm/min。
表6-1为各工步的加工内容、加工方式及刀具、进给、转速等机械参数。图6-48所示为每一工序加工后的切削模拟加工结果。
表6-1 工步
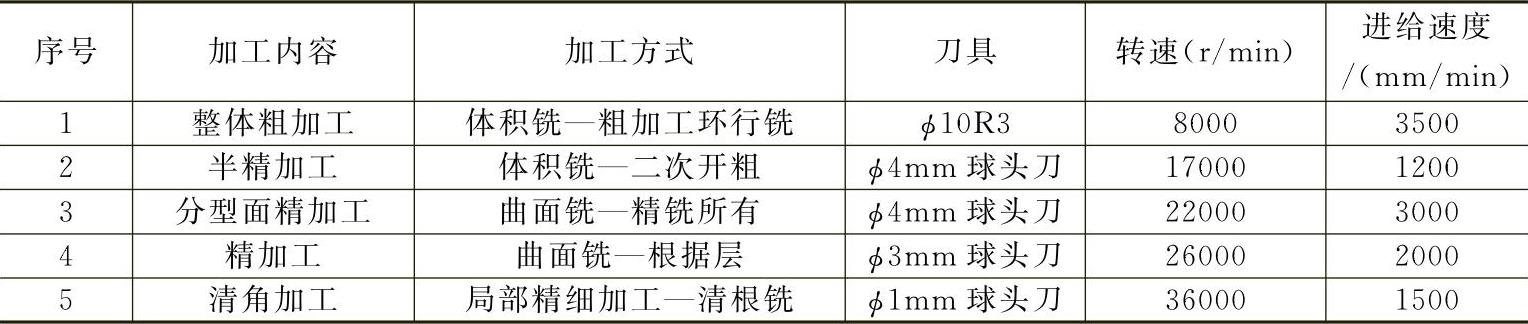
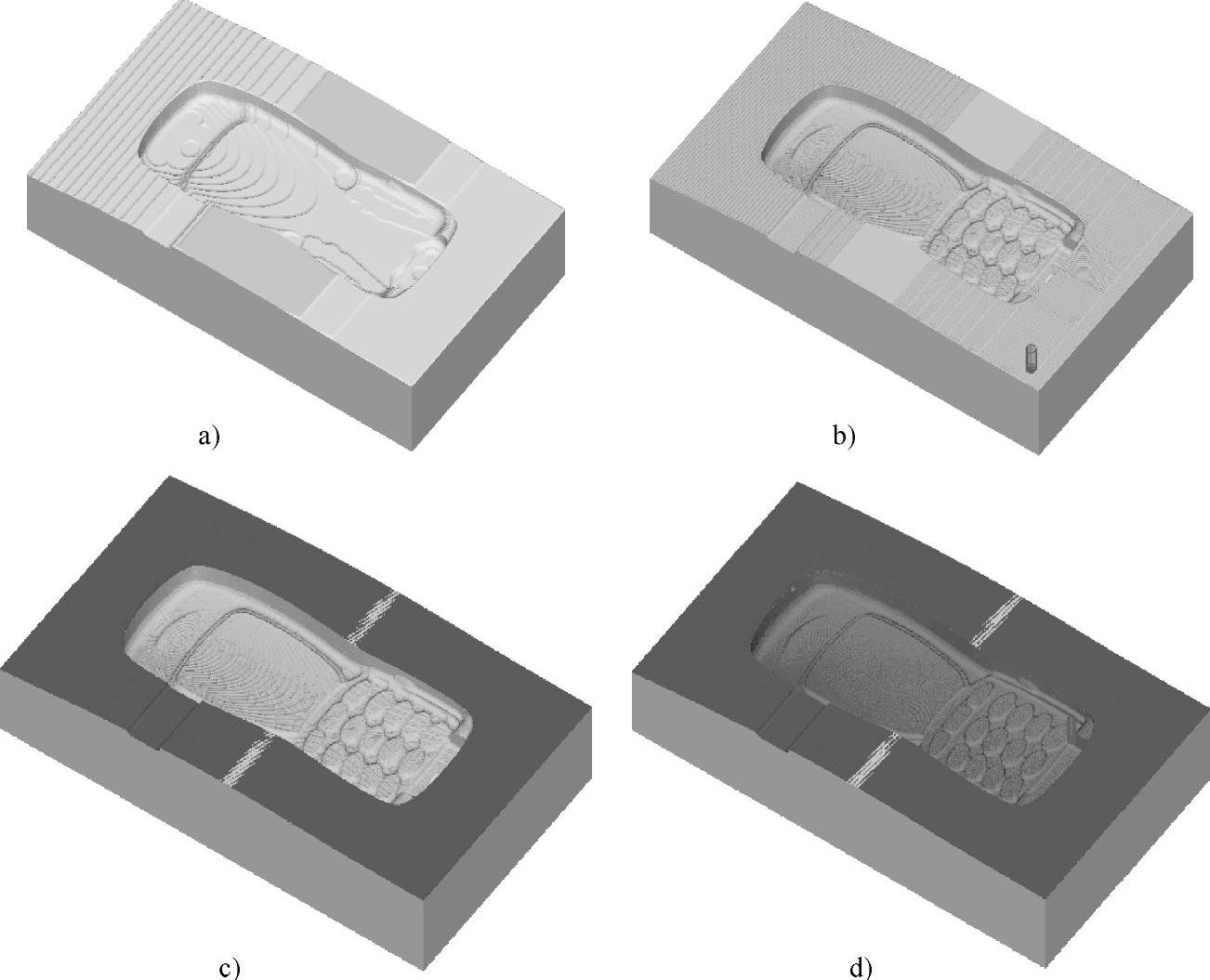
图6-48 加工工步