放射状加工策略通常用于对称且对加工纹理有特殊要求的场合,通过建立二维的放射状刀具轨迹阵列并向工件模型表面投影得到包络曲线,再对曲线进行刀具形状补偿后即可得到刀具轨迹的数据点。
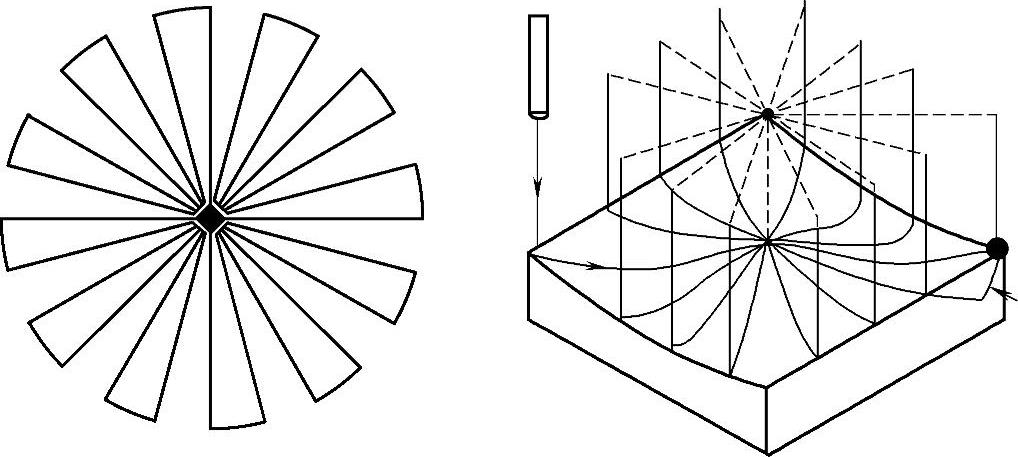
放射状加工在靠近中心的位置刀具轨迹密集重叠,如图4-26所示。故对于刀具轨迹延伸至中心的模型,其加工效率不高,其总体加工时间比采用平行加工策略多出20%~30%,故只用于如球面、环形圆弧面等对刀具加工纹路有特殊要求的加工区域。
图4-26 放射状加工