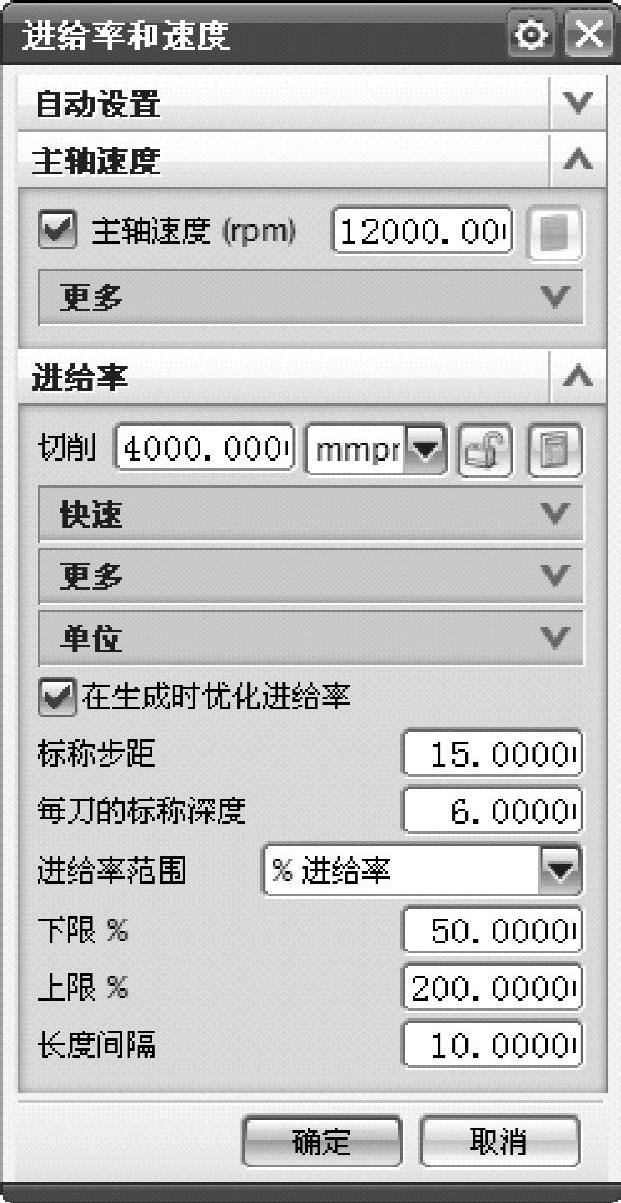
单击“进给率和速度”图标,系统弹出“进给率和速度”对话框,设置“主轴速度”为“12000”,切削进给率为“4000”,打开“在生成时优化进给率”选项,如图7-93所示。单击“确定”按钮返回“型腔铣”对话框。
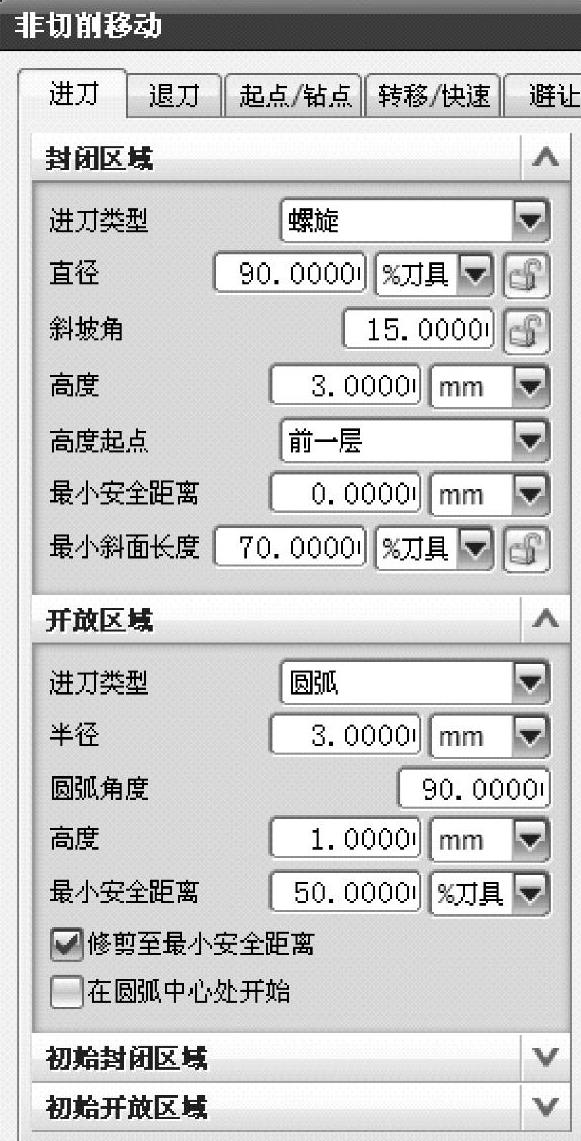
图7-92 设置进刀参数
图7-93 进给率和速度的设置
 ,系统弹出“进给率和速度”对话框,设置“主轴速度”为“12000”,切削进给率为“4000”,打开“在生成时优化进给率”选项,如图7-93所示。单击“确定”按钮返回“型腔铣”对话框。
,系统弹出“进给率和速度”对话框,设置“主轴速度”为“12000”,切削进给率为“4000”,打开“在生成时优化进给率”选项,如图7-93所示。单击“确定”按钮返回“型腔铣”对话框。