5.2.1 PowerMILL的粗加工高速加工特色功能
PowerMILL的粗加工(区域清除)尽可能地保持刀具载荷的稳定,减少任何切削方向的突然变化,从而减少切削速度的降低,并且尽量采取顺铣的加工方式。PowerMILL针对高速铣削粗加工策略有以下几方面:
1.赛车线加工
PowerMILL粗加工中的赛车线加工方式是DELCAM拥有专利权的走刀方式,其基本原理是把刀具路径看成赛车在跑道内高速行驶,赛车可以偏离跑道的中心,而产生类似于赛车在跑道内的运动路径,赛车可以在不失速的情况下转弯。刀具路径切离主形体,初加工刀具路径将变得越来越平滑,这样可避免刀具路径突然转向,从而降低机床载荷,减少刀具磨损,实现高速切削。图5-1所示是用PowerMILL的赛车线粗加工方式产生的单层刀具路径。
2.自动摆线加工
PowerMILL粗加工中另外一个特有的加工功能是自动摆线加工选项。摆线加工是利用刀具沿一滚动圆的运动来逐次、逐层对工件表面进行高速、高效、小切削量的切削,如图5-2所示。以前对高速加工的要求是,必须保证使用比传统加工方法小的行距和下切步距。因最新切削刀具技术和CAM技术的发展,使得下切步距大小不再受到限制,采用摆线加工方式可以在高速加工中采取大下切步距。摆线加工还能减少全刀宽切削,并且其产生的刀具路径始终是光滑、平稳的。
PowerMILL的智能余量识别功能,能在大切削量、全刀宽、拐角等区域自动采用摆线加工方式,从而使摆线加工方式在大余量的粗加工中得以应用。图5-3所示是用粗加工中摆线加工选项生成的刀具路径。
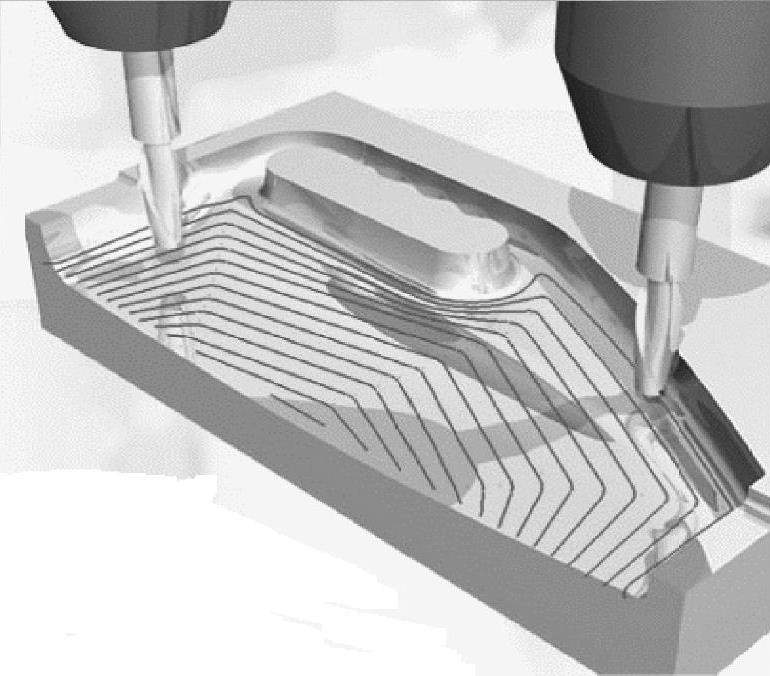
图5-1 单层刀具路径
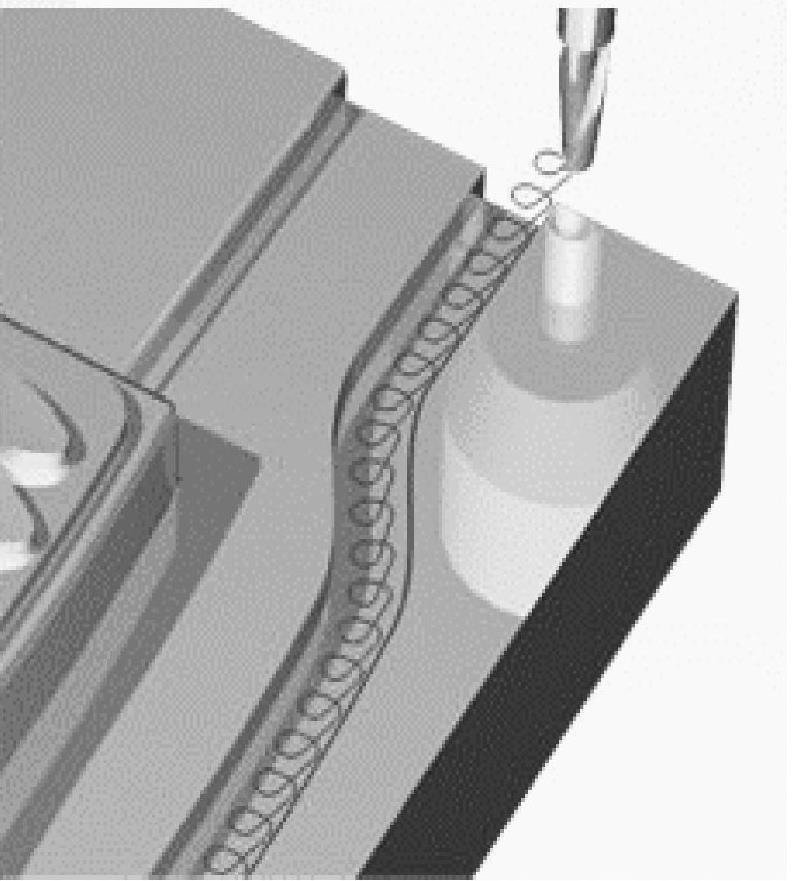
图5-2 自动摆线加工
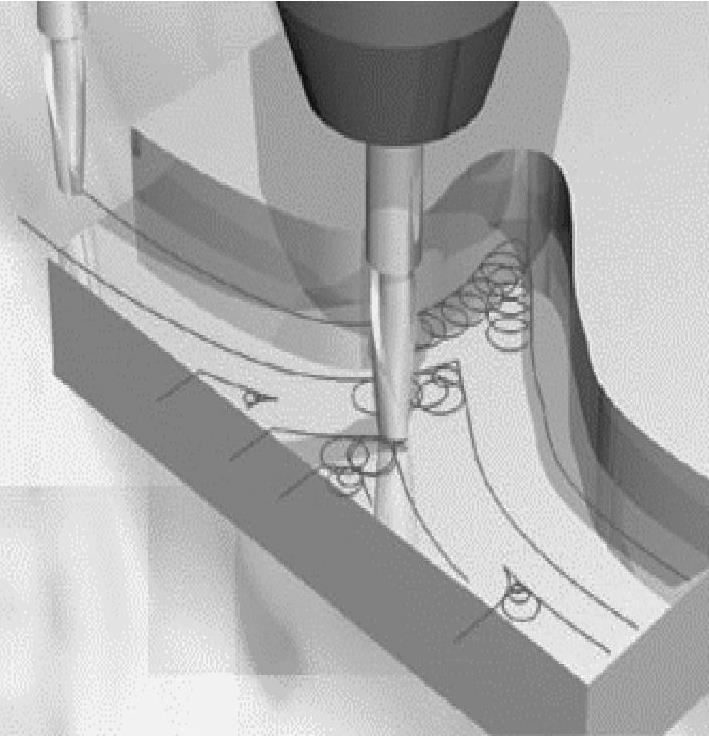
图5-3 摆线加工选项生成的刀具路径
3.残留粗加工
残留刀具路径将切除前一大刀具未能加工到而留下的区域,小刀具将仅加工剩余区域,这样可减少切削时间。PowerMILL在残留粗加工中引入了残留模型的概念。使用新的残留模型方法进行残留粗加工可极大地加快计算速度,提高加工精度,确保每把刀具能进行最高效率切削。这种方法尤其适合于需使用多把尺寸逐渐减小的刀具进行切削的零件。可随时查看残留模型状态,帮助选取加工策略和刀具尺寸。系统可以判别前一刀具加工的残留毛坯进行等高切削,生成优化的粗加工刀具路径,得到的是没有空走刀的刀具路径,如图5-4所示。
PowerMILL粗加工中的区域过滤选项也是仅部分CAM软件所拥有的高级加工功能。即对于不具备中心切削能力的刀具,基于知识、工艺特征的Power-MILL系统会自动过滤掉刀具盲区干涉的区域的粗加工路径,而避免事故的发生。另外,Power MILL粗加工的连接方式中螺旋下刀、之字形下刀、沿轮廓斜向下刀都非常适合高速加工的加工要求,编程时可以选用,尽可能避免直接下刀。粗加工中,必须使用偏置加工策略,而不是使用传统的平行加工策略。在可能的情况下,都应从工件的中心开始向外加工,以尽量减少全刀宽切削。
4.螺旋区域清除加工
对某些几何形体位置可使用螺旋策略来替代偏置策略,使刀具做连续、平滑移动,如图5-5所示,从而可最小化刀具的空程移动,减小整体加工时间,同时刀具载荷更稳定,减少刀具的加速和减速,保持更稳定的切屑载荷,从而减少刀具的磨损和损坏。
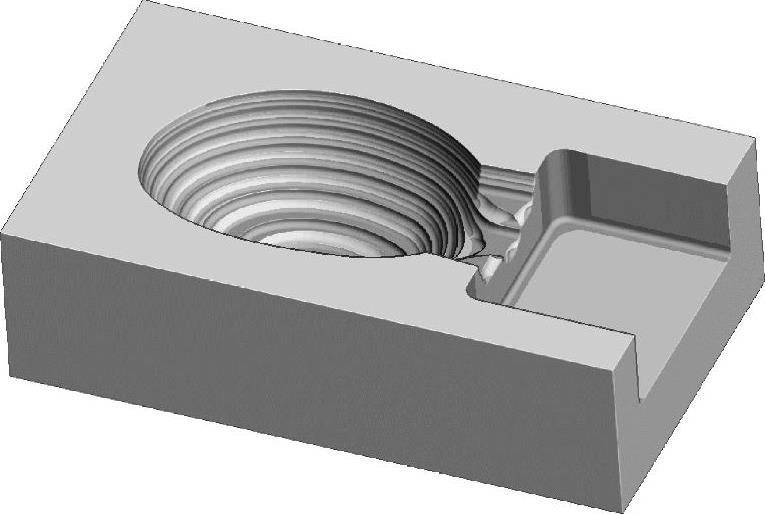
图5-4 残留粗加工
图5-5 螺旋区域清除加工