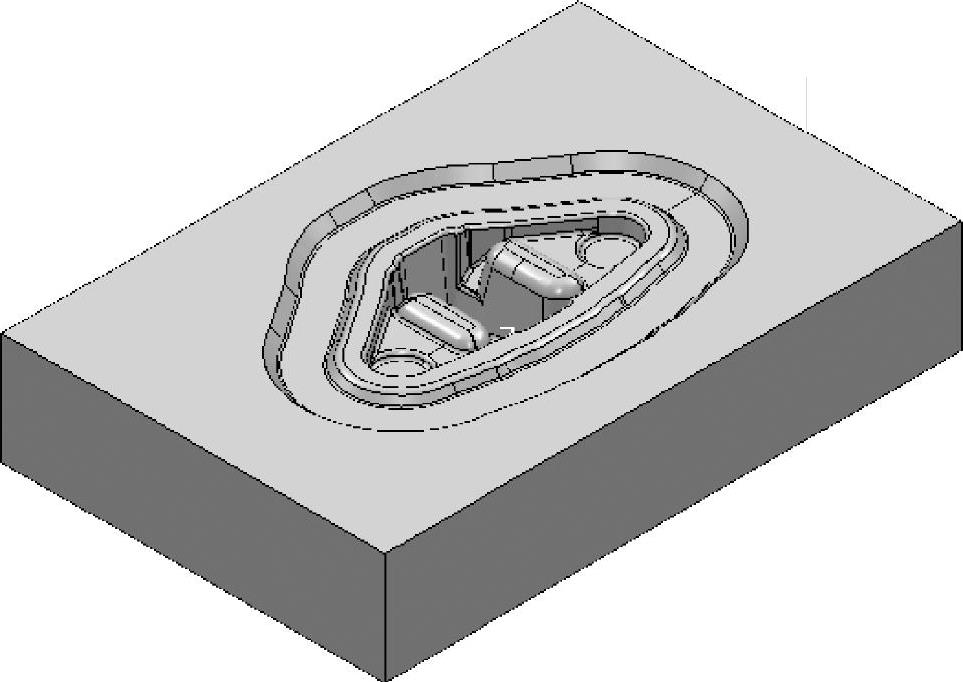
某压铸模具零件如图5-32所示,零件硬度为48HRC,毛坯为立方块,六面均已光整。要求数控加工做到有足够的精度,无需再作电加工与手工加工。零件需要去除的材料余量很大,为提高效率,缩短制造周期,采用高速加工。
图5-32 压铸模具零件