7.2.2 拐角
“拐角”选项用于产生在拐角处平滑过渡的刀轨,有助于预防刀具在进入拐角处产生偏离或过切。特别是对于高速铣加工,拐角控制可以保证加工的切削载荷均匀。
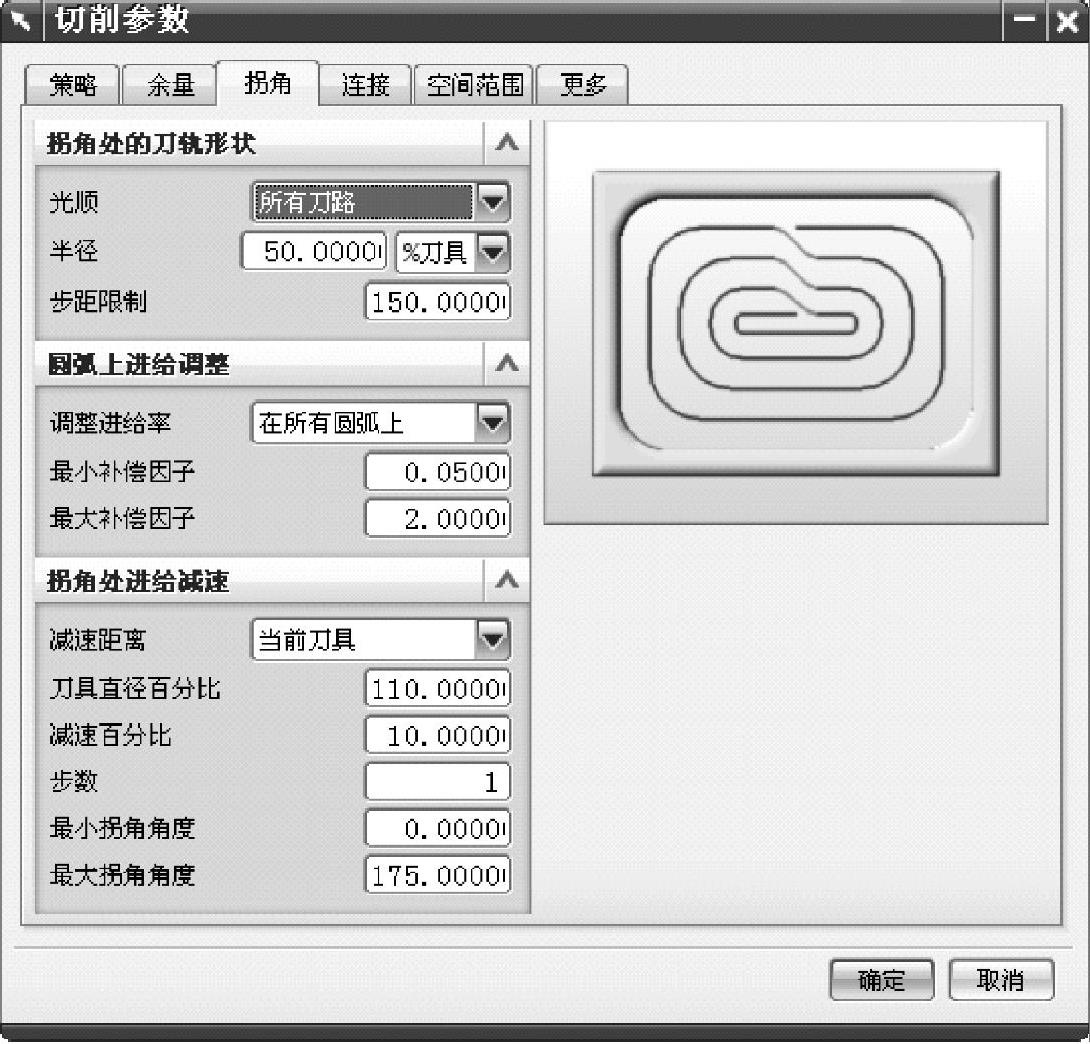
图7-3 “拐角”选项卡对话框
在“切削参数”对话框中,单击“拐角”选项卡,显示“拐角”选项卡对话框,如图7-3所示。分为“拐角处的刀轨形状”“圆弧上进给调整”与“拐角处进给减速”三个选项组。
1.拐角处的刀轨形状
拐角处的刀轨形状可以选择是否在刀轨转角处增加圆弧,以避免切削方向的突变,平滑过渡刀轨。
(1)无 不添加圆角,直接以尖角过渡。
(2)所有刀路 在转角处进行圆角过渡,图7-4所示为不同“光顺”选项示例。
选择光顺过渡时,需要指定“半径”值,指定添加到拐角和步距运动的光顺圆弧半径。通常半径值不超过步距值的50%。
使用光顺圆角过渡后,在圆角处两行间的步距可能增大,“步距限制”可以限制最大步距值,可以设置在100%~300%之间。
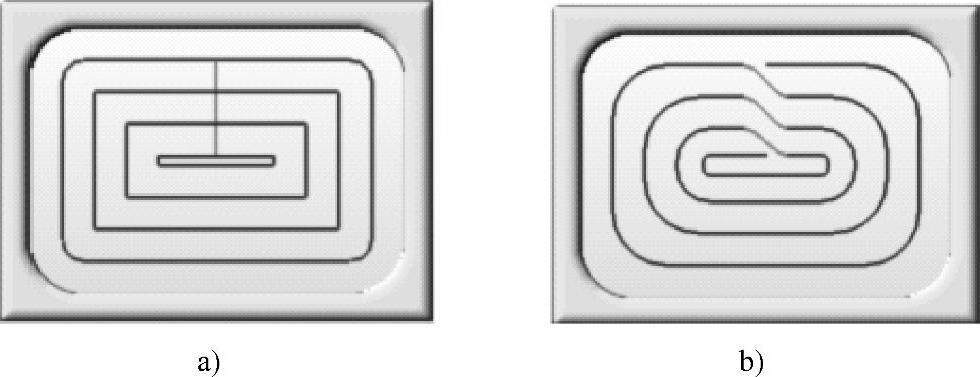
图7-4 光顺的设置
a)为“无”选项 b)为“所有刀路”选项
2.圆弧上进给调整
通过调整进给率,使刀具在铣削拐角时,保证刀具外侧切削速度不变,而非刀具中心保持进给速度。选择“无”选项时,不作进给率的调整;选择“在所有圆弧上”选项时,启用进给速度的调整。设置“最大补偿因子”与“最小补偿因子”可使铣削更加均匀,也减少刀具切入或偏离拐角材料的机会,特别在高速加工中应用尤为重要。
3.拐角处进给减速
在零件的拐角处给刀具进给降速。选择“无”选项时,将不使用进给减速;选择“当前刀具”选项时,上一个刀具分别以当前刀具或前一个刀具的直径作为减速距离的参考。
“刀具直径百分比”:使用刀具直径百分比作为减速距离。
“减速百分比”:设置原有进给率的减速百分比。
“步数”:设置应用到进给率的减速步数。
“最小拐角角度”与“最大拐角角度”:指定拐角范围,在范围以外的拐角不作减速处理。
在进给速度很高的切削运动中,拐角处相当于在一个方向刹车再转向加速,产生较大的冲击。通过设置“拐角处进给减速”选项,可以提前平稳地降速,避免机床产生大的冲击,减少零件在凹角切削时的啃刀现象。