4.1.2 加工参数的比较
普通数控加工中,高效率来自低转速、大切削深度、缓进给、单行程。而在高速加工中,采用高转速、小切削深度、快进给,则会更为有利。目前,一般高速切削机床主轴旋转速度达到15000r/min以上,刀具进给切削速度为5000mm/min以上,每层切削厚度介于0.3~0.5mm之间。当然,具体的切削参数要根据加工材料和刀具来确定。表4-1列出部分材料高速切削和普通切削的速度对比。同时,编程者的实际数控高速切削加工经验也起着非常重要的作用。
表4-1 高速切削和普通切削的速度对比
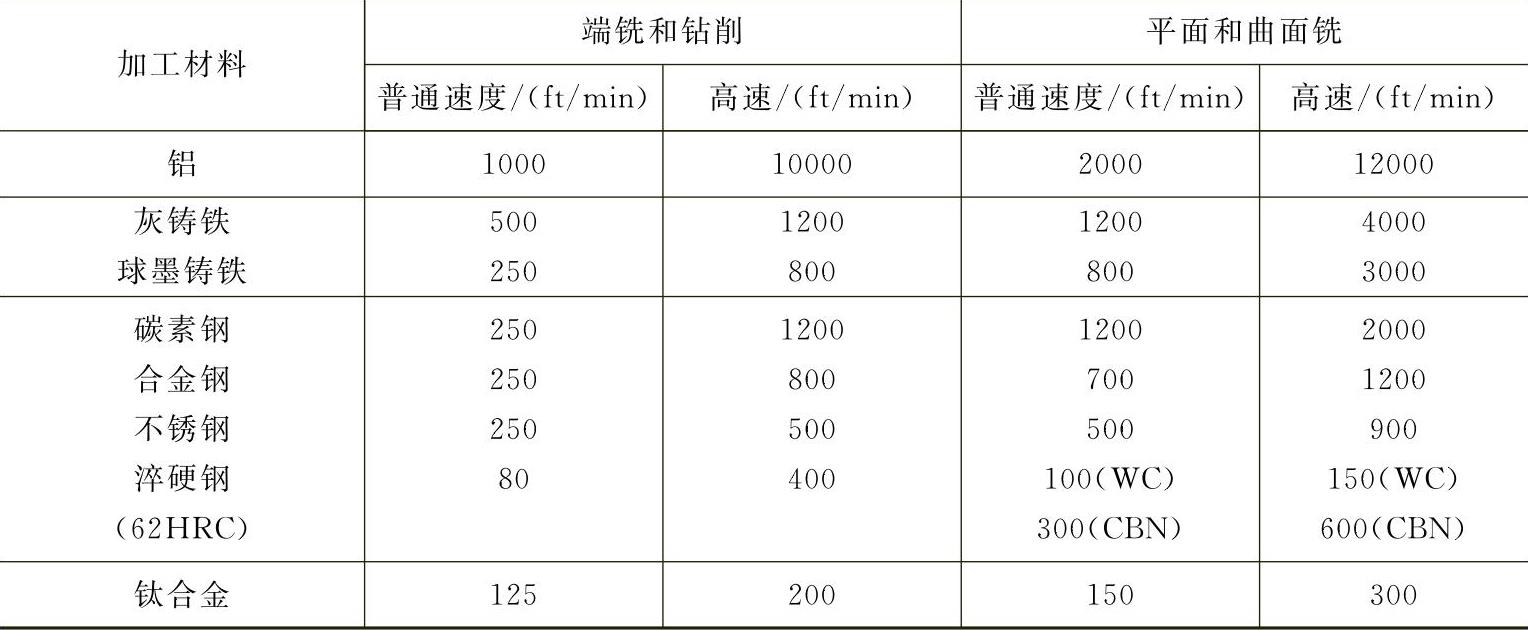
注:1.WC为硬质合金刀具,PCD为金刚石镀层硬质合金刀具;CBN为立方氮化硼刀具。
2.1ft=0.3048m。