螺旋刀具轨迹加工
2025年09月19日
3.螺旋刀具轨迹加工
螺旋刀具轨迹的优点是可以避免刀具的起降与行间移刀,对于特定类型工件,只需要一次切入切出即可完成对工件模型表面的包络。刀具切入后,在保证残留高度为预定值、沿工件表面轮廓起伏的同时,沿着类似于渐开线的轮廓旋转外延以包络工件轮廓,如图4-27所示。其刀具轨迹生成方式为先建立位于零件上方某水平面上的螺旋刀具轨迹,然后将该阵列沿刀具轴向投影至加工模型表面以得到包络模型曲线,补偿后可得到刀具轨迹。该类加工策略可以用于切削圆形回转特征,由于避免了刀具在工件中心的重叠,故其切削效率高于放射状轨迹。但由于螺旋曲线其行距固定,如投影至加工斜度较大的工件表面时将产生类似于平行轨迹切削陡斜面的情况,刀具轨迹间Z向值变化较大从而导致该区域加工质量不高,故通常适用于较平坦的区域。
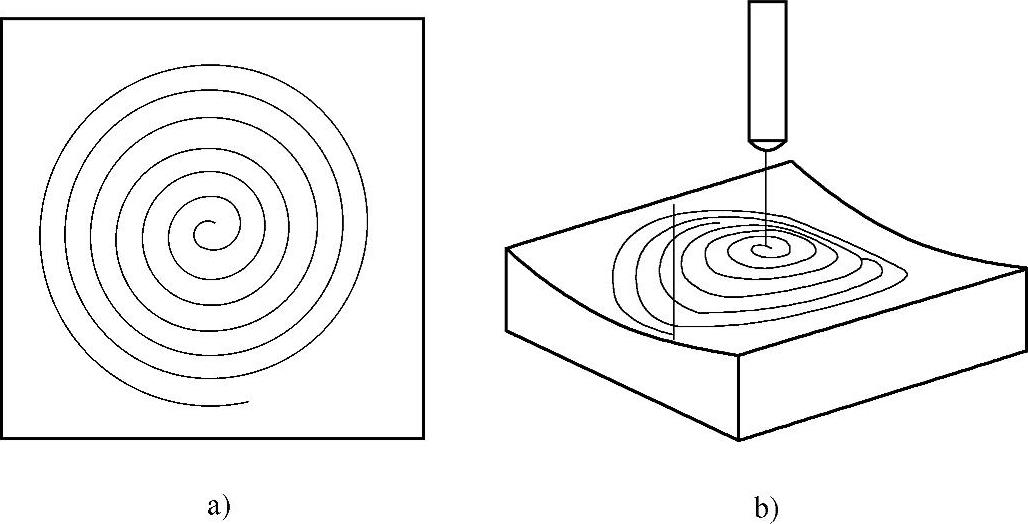
图4-27 螺旋轨迹
a)水平面螺旋曲线 b)螺旋加工所生成刀具路径