7.4.3 清根驱动
清根驱动的固定轴曲面轮廓铣沿着零件面的凹角和凹谷生成驱动路径。清根加工常用来在前面加工中使用了较大直径的刀具,而在凹角处留下较多残料的加工;也常用于半精加工,以减缓精加工时转角部位余量偏大带来的不利影响。
清根驱动方法生成的刀轨具有以下特点:
1)清根驱动生成沿零件表面形成的凹角和凹部一次生成一层刀轨。
2)清根刀轨从一侧移至另一侧时可以避免嵌入刀具。
3)优化刀具与零件的接触,并将非切削移动降至最少。
4)为带有多个偏置的刀轨提供排序选项,生成的刀轨具有更恒定的切削载荷。
5)为陡峭区域和非陡峭区域提供不同的切削模式,如图7-53所示。
6)在凹部末端提供光顺转向,如图7-54所示。
清根铣削中,建议使用球头刀,而不用平底刀或者牛鼻刀,因使用平底刀或者牛鼻刀时很难获得理想的刀路。
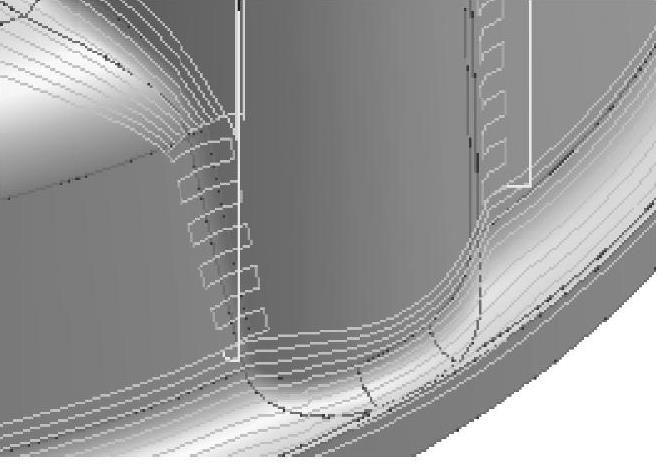
图7-53 陡峭与非陡峭区域
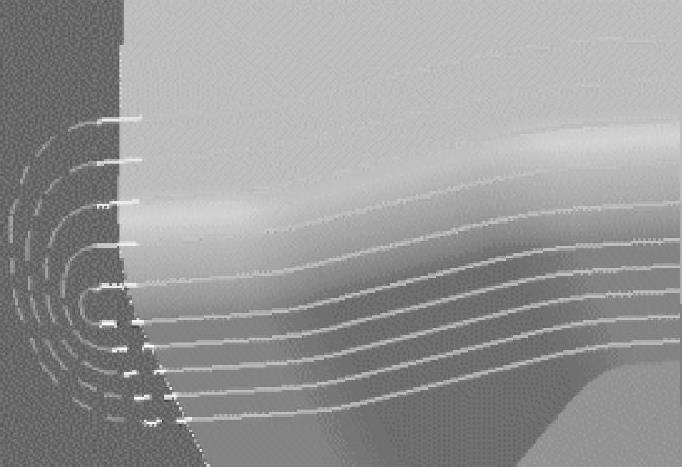
图7-54 光顺转向
1.清根类型
在清根驱动方法的驱动设置中,可以选择清根类型,如图7-55所示,可以选择以下三种方式。
(1)单刀路 沿着凹角与沟槽产生一条单一刀路,如图7-56所示。
(2)多刀路 通过指定偏置数目与步距,在清根中心的两侧产生多道切削路径。选择“多刀路”的驱动设置选项如图7-57所示,需要设置步距、每侧步距数与顺序。生成的刀路轨迹如图7-58所示。
(3)参考刀具偏置 通过指定一个参考刀具直径来定义加工区域的总宽度,并且指定该加工区中的步距,在以凹槽为中心的任意两边产生多条切削轨迹。可以用“重叠距离”选项,沿着相切曲面扩展由参考刀具直径定义的区域宽度。选择“参考刀具偏置”后的驱动设置选项如图7-59所示,生成的刀路轨迹如图7-60所示。
2.驱动几何体
驱动几何体通过参数设置的方法来限定切削范围。
(1)最大凹度 决定清根切削刀轨生成所基于的凹角。刀轨只有在等于或者小于最大凹角的区域生成。当刀具遇到在零件面上超过了指定最大值的区域时,刀具将回退或转移到其他区域。
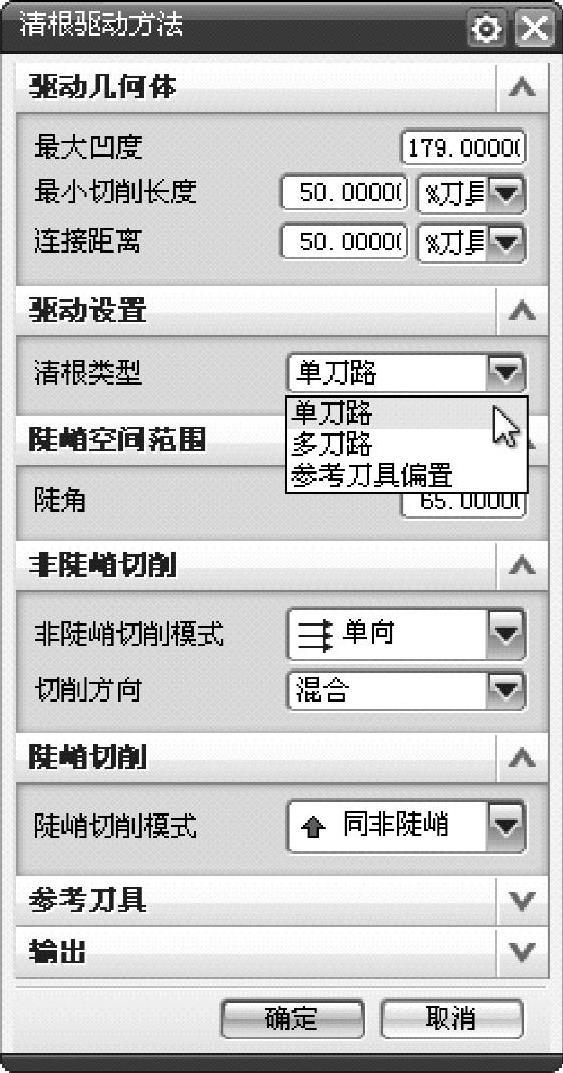
图7-55 清根驱动方法
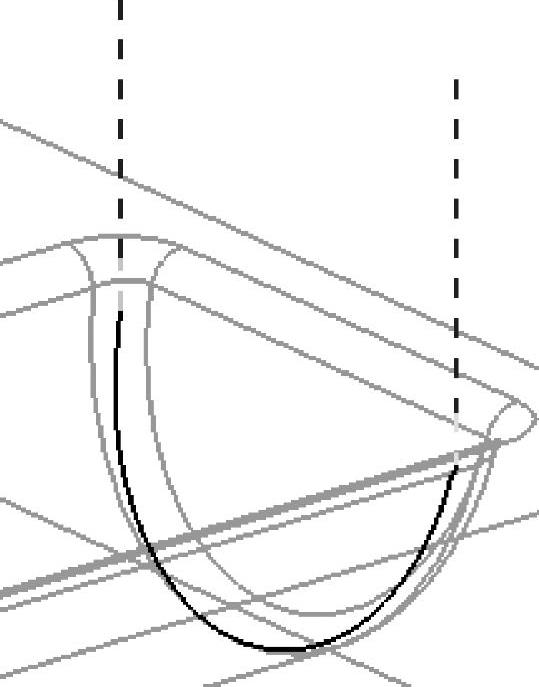
图7-56 单刀路

图7-57 “多刀路”选项的设置
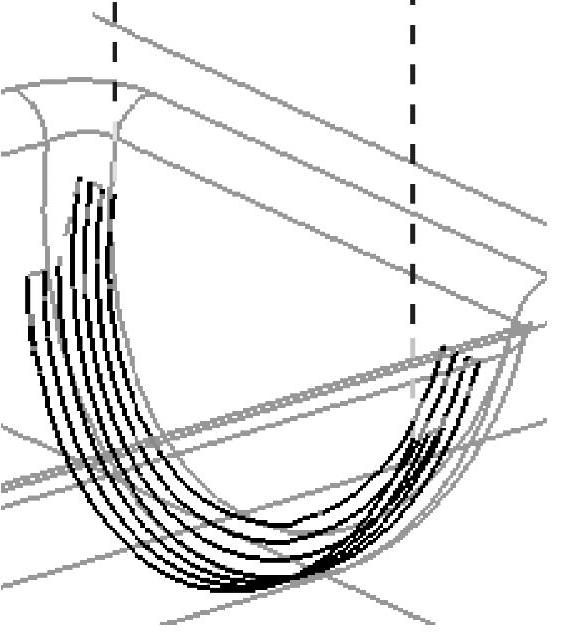
图7-58 “多刀路”的刀路轨迹
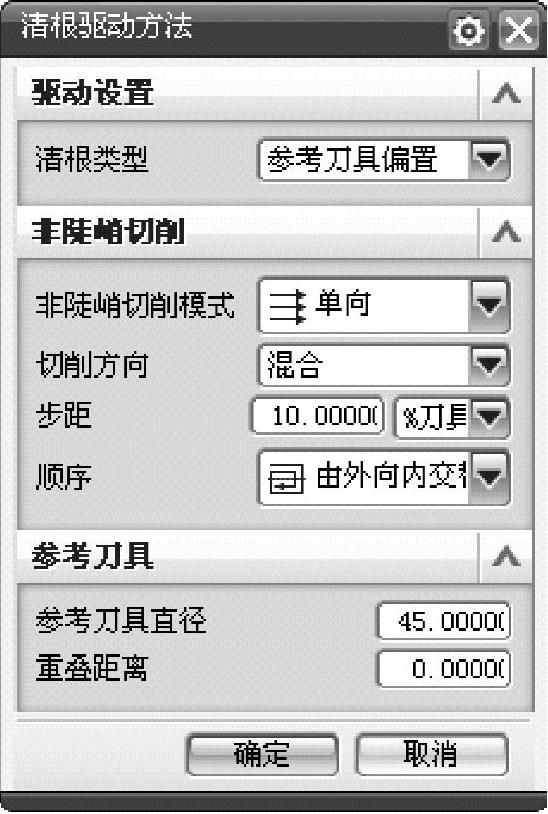
图7-59 “参考刀具偏置”选项的设置
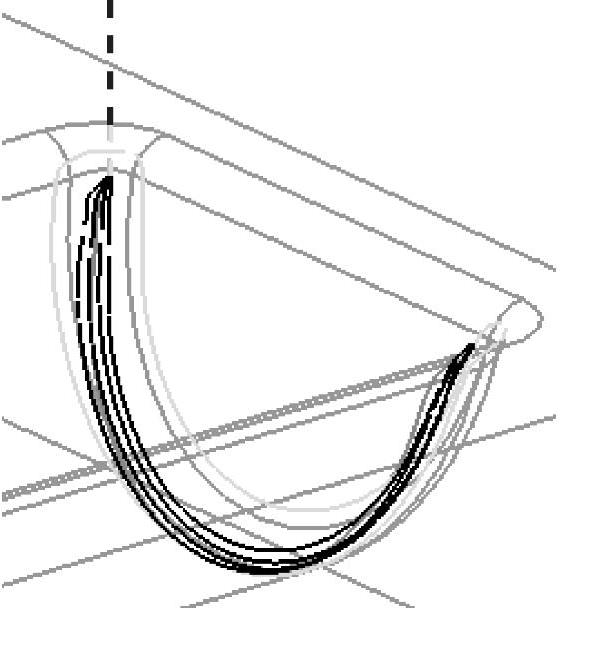
图7-60 “参考刀具偏置”的刀路轨迹
(2)最小切削长度 当切削区域小于所设置的最小切削长度时,那么在该处将不生成刀轨。这个选项在排除圆角的交线处产生的非常短的切削移动是非常有效的。
(3)连接距离 将小于连接距离的断开的两个部分进行连接,两个端点的连接是通过线性的扩展两条轨迹得到的。
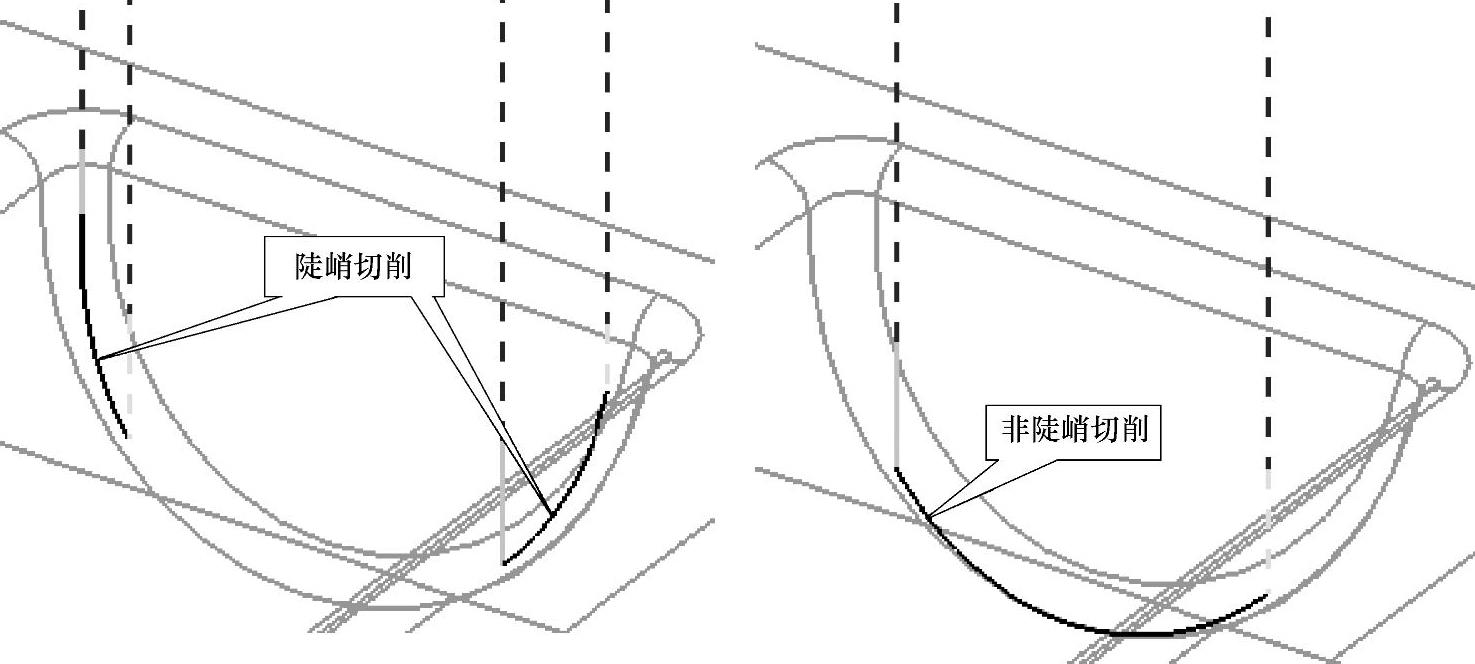
图7-61 指定角度为“45°”时,“陡峭空间范围”的不同选择
3.陡峭空间范围
陡峭空间范围以指定“陡角”来区分陡峭区域与非陡峭区域,加工区域将根据其倾斜的角度来确定非陡峭切削或者陡峭切削方法。
指定角度后,再按指定的切削方法来确定是否生成刀路轨迹。图7-61所示为指定角度为“45°”时,选择不同的“陡峭空间范围”选项生成的刀路轨迹示例。
4.非陡峭切削
选择多刀路或者参考刀具偏置时,需要设置驱动参数,包括非陡峭切削模式、切削方向、步距与顺序。
(1)非陡峭切削模式 可以选择“无”选项,即不加工非陡峭区域。“清根类型”为“单刀路”时,只能选择“单向”;“清根类型”为“多刀路”时,可以选择“单向”“往复”“往复上升”;“清根类型”为“参考刀具偏置”时,除了可以选择“单向”“往复”“往复上升”外,还可以选择“单向横向切削”“往复横向切削”“往复上升横向切削”。选择的切削模式决定加工时的走刀方式,图7-62所示为不同切削模式的示例。
(2)切削方向 可以选择“混合”选项进行双向的加工,也可以指定为“顺铣”或“逆铣”。
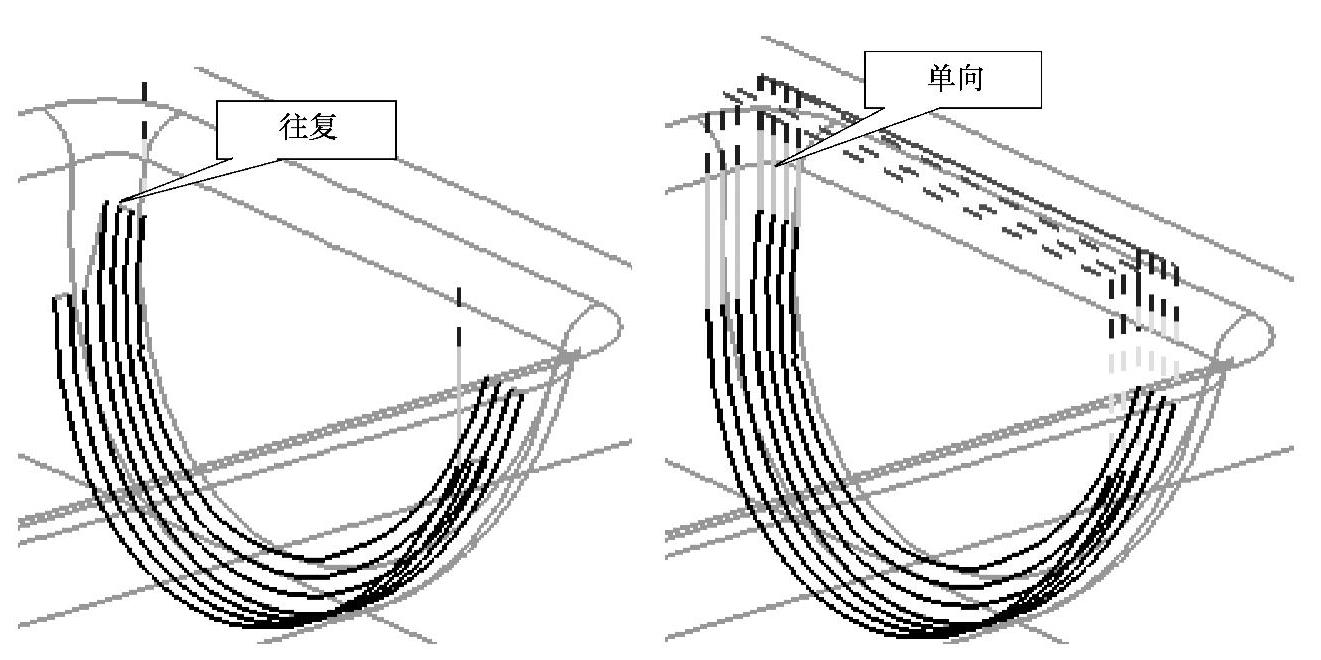
图7-62 不同切削模式的示例
(3)步距与每侧步距数 步距指定相邻的轨迹之间的距离。可以直接指定距离,也可以使用刀具直径的百分比来指定。“每侧步距数”在“清根类型”为“多刀路”时设定偏置的数目。
(4)顺序 决定切削轨迹被执行的次序。“顺序”有以下六个选项,不同的选项生成的刀轨如图7-63所示。
1) 由内向外 刀具由清根刀轨的中心开始,沿凹槽切第一刀,步距向外一侧移动,然后刀具在两侧间交替向外切削。
由内向外 刀具由清根刀轨的中心开始,沿凹槽切第一刀,步距向外一侧移动,然后刀具在两侧间交替向外切削。
2) 由外向内 刀具由清根切削刀轨的侧边缘开始切削,步距向中心移动,然后刀具在两侧间交替向内切削。
由外向内 刀具由清根切削刀轨的侧边缘开始切削,步距向中心移动,然后刀具在两侧间交替向内切削。
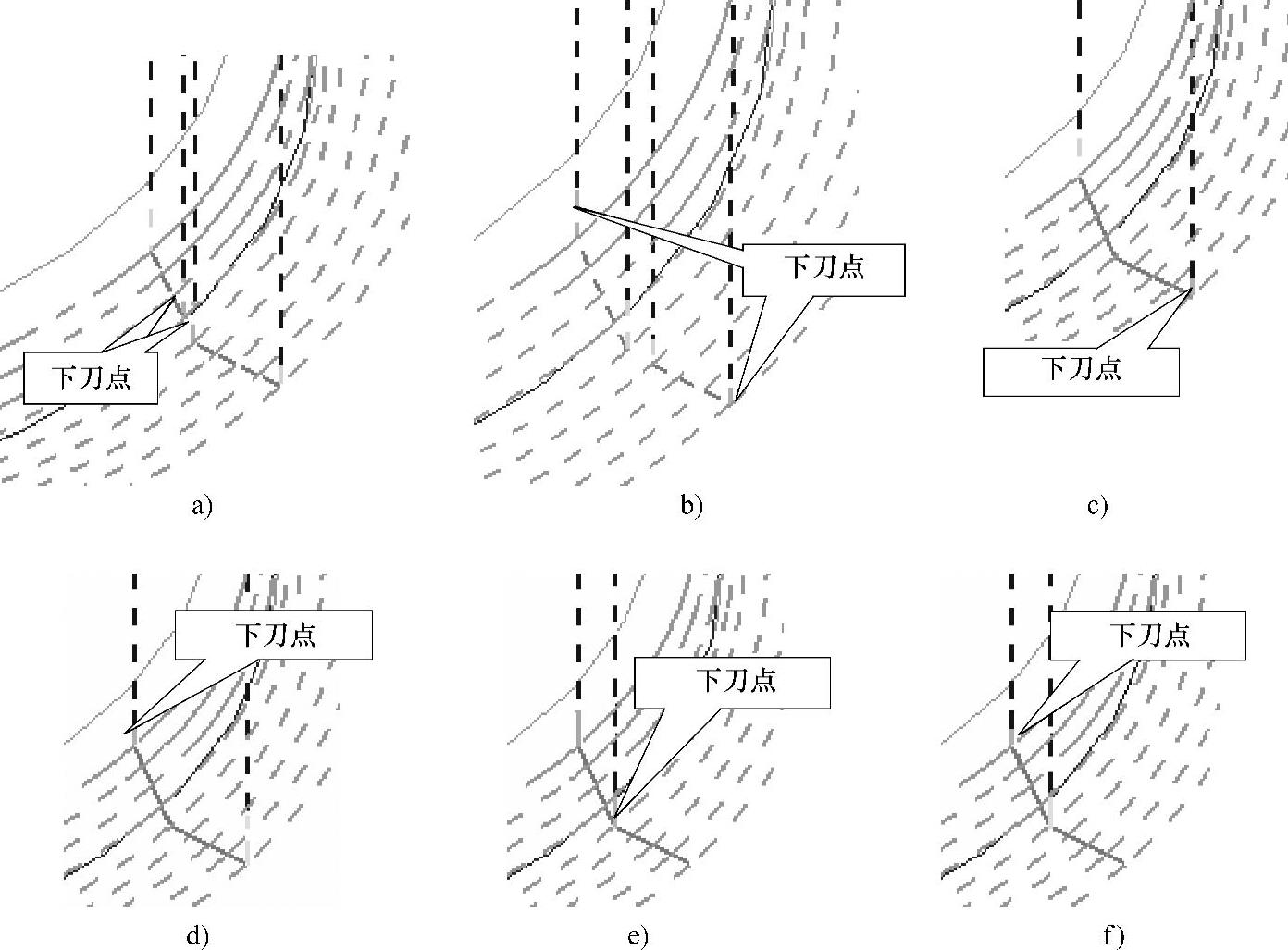
图7-63 顺序
a)由内向外 b)由外向内 c)后陡 d)先陡 e)由内向外交替 f)由外向内交替
3) 后陡 是一种单向切削,刀具由清根切削刀轨的非陡壁一侧移向陡壁一侧,刀具穿过中心。
后陡 是一种单向切削,刀具由清根切削刀轨的非陡壁一侧移向陡壁一侧,刀具穿过中心。
4) 先陡 是一种单向切削,刀具由清根切削刀轨的陡壁一侧移向非陡壁一侧处。
先陡 是一种单向切削,刀具由清根切削刀轨的陡壁一侧移向非陡壁一侧处。
5) 由内向外交替 刀具由清根切削刀轨的中心开始,沿凹槽切第一刀,再向两边切削,并交叉选择陡峭方向与非陡峭方向。
由内向外交替 刀具由清根切削刀轨的中心开始,沿凹槽切第一刀,再向两边切削,并交叉选择陡峭方向与非陡峭方向。
6) 由外向内交替 刀具由清根切削刀轨的一侧边缘开始切削,再切削另一侧,类似于环绕切削方式切向中心。
由外向内交替 刀具由清根切削刀轨的一侧边缘开始切削,再切削另一侧,类似于环绕切削方式切向中心。
5.陡峭切削
指定陡峭区域的切削模式与选项,它与非陡峭切削的选项基本相似。在陡峭切削模式设置中,可以选择“无”选项,即不加工陡峭区域;选择“同非陡峭”选项时,采用与非陡峭区域相同的切削模式,或者指定单独的切削模式。
陡峭切削方向可以选择“混合”或者“高到低”(只向下),“低到高”(只向上)。图7-64所示为选择陡峭切削:高到低的刀轨示例。
6.参考刀具
指定参考刀具的大小,并且可以指定一个重叠距离。
(1)参考刀具直径 通过指定一个参考刀具(先前加工的刀具)直径,以刀具与零件产生双切点而形成的接触线来定义加工区域。所指定的刀具直径必须大于当前使用的刀具。
(2)重叠距离 扩展通过参考刀具直径沿着相切面所定义的加工区域的宽度。
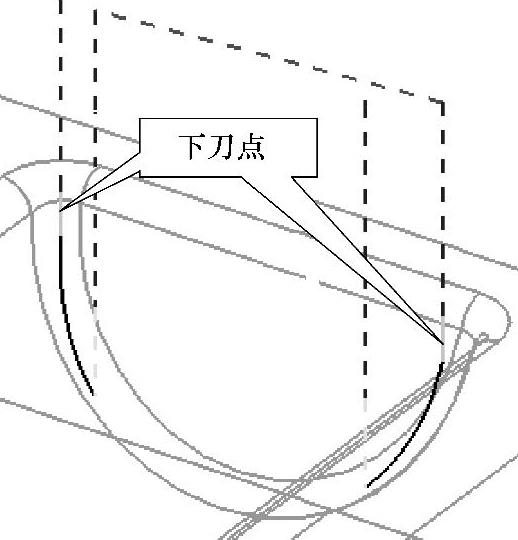
图7-64 陡峭切削:高到低