7.2.6 优化进给率
2025年09月19日
7.2.6 优化进给率
在“进给率和速度”对话框中,除了设置主轴速度外,还应该按照不同的切削条件设置不同的进给率,如进刀、初始切削、行间过渡时可以设置相对较低的进给率。
在生成时“优化进给率”选项可变更进给率以保持恒定的材质移除率。如果工序的进给率未优化,则即使实际材质移除率出现变化时,进给率也将保持不变。
在“进给率和速度”对话框中,打开“在生成时优化进给率”选项,如图7-18所示。输出的程序如图7-19所示。
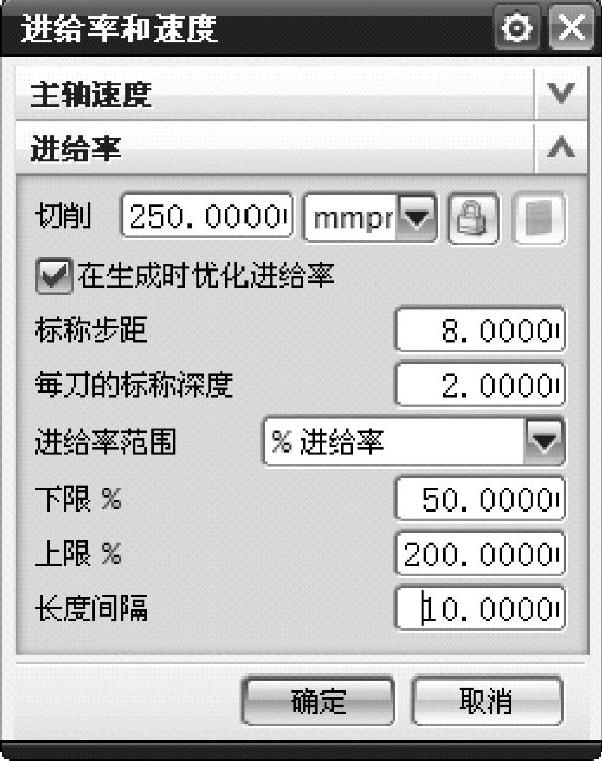
图7-18 打开“在生成时优化进给率”选项
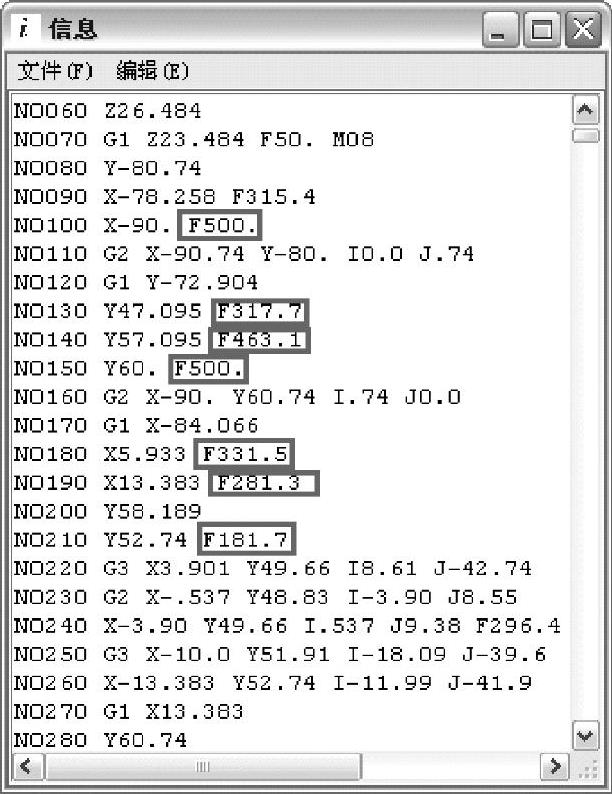
图7-19 优化进给率输出的程序
输入“标称步距”和“每刀的标称深度”值计算工序的标称材质移除率(nMRR)。指定进给率范围,可以直接指定恒定的上限和下限值,或者用切削进给率的百分比来确定进给率范围。“长度间隔”选项指定刀轨段的长度,如“长度间隔”为“0.5”,则进给率可以每隔0.5mm变动一次。
UG NX将对移除的材质量比通过标称步距和每刀的标称深度值计算的数量少的刀具形状使用更正因子。通过处理中工件按定义计算实际材质移除率(rMRRi),再计算每个长度间隔的优化进给率(oFRi),将使用的优化进给率限制在指定范围内。