1.1.2 气缸套镗削方法的选择
1.镗削前的准备
1)保证定位基准平面平整、清洁。移动式镗缸机以机体上平面定位。在镗缸前必须消除上平面的不平度。固定式镗缸机必须保证工作台面的规整、清洁。
2)选择适当的卡具。在镗缸时,气缸套要用专用卡具固定,如图1-1所示。定位盘上放置气缸套的凹肩,在镗缸机上镗出,镗后在定位盘上作出记号,使用时对准原来方向。
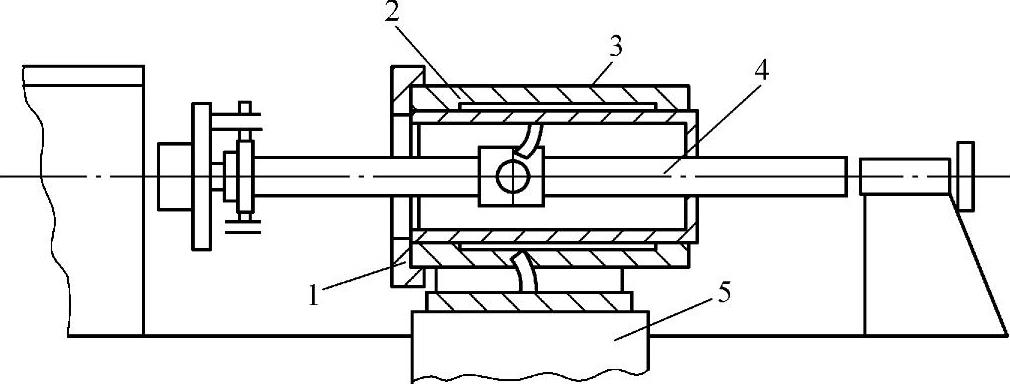
图1-1 在车床上镗削气缸套
1—压帽 2—气缸套 3—夹具 4—刀杆 5—刀架
2.修理尺寸的确定(https://www.daowen.com)
气缸的修理尺寸一般根据缸壁的最大磨损直径(多缸发动机应取磨损最严重的气缸),加上必要的加工余量,然后对照确定出最接近级别的尺寸。在修理生产中,一般根据活塞裙部的实际尺寸,按标准配合的极限间隙确定气缸套的极限尺寸,再按珩磨余量计算出镗削的尺寸。一般经过淬火处理的气缸套,珩磨余量为0.03~0.04mm;未经淬火处理的气缸套,珩磨余量为0.06mm。
3.装卡方法
1)首先利用镗刀在气缸套尾部磨损较轻的部位初步找正,将气缸套压紧。按气缸套未磨损位置的直径对刀,使背吃刀量在0.03mm左右,开动机床,手动进刀。进一刀后,根据刀痕判断装卡有无偏斜,并加以调整。
2)拧紧压紧螺栓的力要均匀一致,否则气缸套将出现较大的椭圆度。
4.镗削方法的选择
1)同心镗削法。保持气缸套内圆柱面的中心轴线不变,即镗削时刀杆中心轴线与气缸套原中心线重合。但是当缸壁偏磨严重时,若仍采用同心镗削法,则可能在镗削到选定的修理尺寸后,会留有未镗削到的磨损部分,需要按再加大一级的修理尺寸镗削,结果将减少气缸套的镗修次数,缩短其使用寿命,此时可采用偏心镗削法。
2)偏心镗削法。镗削时将刀杆中心线相对于气缸套原中心线向磨损严重的一侧移动一定距离。这种镗削法适于偏磨严重的气缸套。镗削时应在中心线偏移方向上做好记号;装配时应将偏移方向朝着侧压方向,即连杆的摆动方向。