2.2.7 埋弧焊修复实例
2026年01月15日
2.2.7 埋弧焊修复实例
1.拖拉机曲轴埋弧堆焊修复
1)机床与电源采用ADZ—300或NU—300型振动堆焊设备改装。
2)仔细清除轴颈表面圆角及曲柄上的油脂、污物。
3)用磁力探伤机检查,轴颈如有环状裂纹和延伸到圆角部位的纵向裂纹,不予修复。
4)测量和记录轴颈、油孔的尺寸和位置。
5)材料准备。采用50CrVA(或30CrMnSi)的合金钢丝,直径ϕ0.5~1.8mm。除净油锈,HJ431。
6)轴颈表面需保留的键槽、油孔,用石棉制的塞子堵住,堵塞物应高出堆焊表面1.5~2mm。
7)在预热炉中将轴颈预热到280~300℃,保温2h后堆焊。
8)堆焊主轴颈和连杆轴颈。每个轴颈先堆焊圆角,焊车不做纵向进给,焊道成圆环。堆焊轴颈中部时,焊车做纵向移动,堆焊螺距为3.6~4mm,由轴颈中部焊向两侧圆角。保证焊道间重叠40%~50%。堆焊轴颈的顺序:主轴颈3—4—2—5—1,连杆轴颈2—3—1—4。
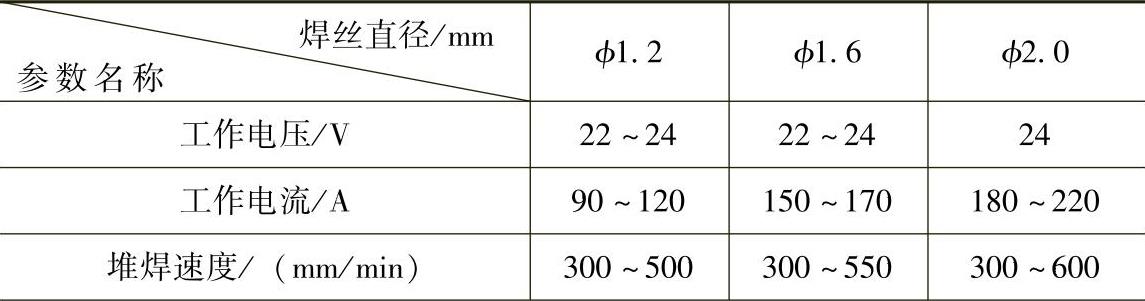
9)堆焊规范。反极性接法,其他参数查表2-8。
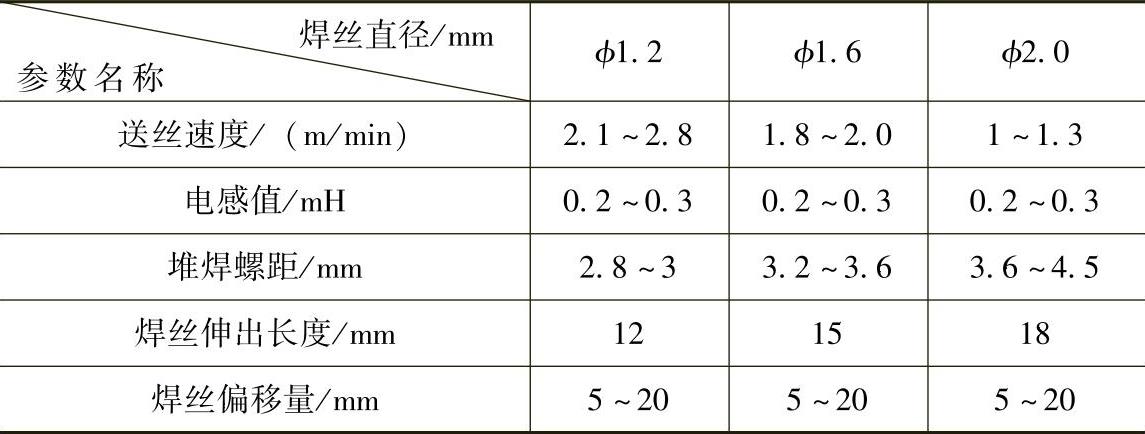
表2-8 埋弧堆焊规范参数(https://www.daowen.com)
(续)
10)轴颈堆焊后,放到炉中加热到300℃,保温1~2h,随炉冷却。
11)矫直曲轴。粗加工轴径,加工油道口。
12)将轴颈磨削到标准尺寸。
2.链轨拖拉机支重轮轮缘磨损的埋弧堆焊修复
直径磨损到330~335mm的东方红—802承重轮缘滚道面的埋弧堆焊修复。轮缘磨损超过330mm建议采用镶圈法修复。
1)用钢丝刷或用砂纸清除滚道面和支重轮轴孔处的油污、铁锈等杂质。
2)采用H08丝,直径ϕ2mm。焊剂采用HJ431并在其中加6%~7%石墨粉。
3)堆焊规范:堆焊速度300mm/min,送丝速度1.8m/min,其他参数查表2-8。
4)堆焊最多不超过2层。