7.1.3 研磨膏
1.研磨膏的成分
研磨膏是由多种物质混合而成,一般包括研磨材料、粘合材料、稀释材料和其他材料。
(1)研磨材料 研磨材料简称磨料,常用的有刚玉、碳化硅、金刚砂、氧化铝及人造金刚石等。其中以人造金钢石为最硬。氧化铝的硬度为莫氏9.3,具有很好的研磨性能,所以被广泛应用。
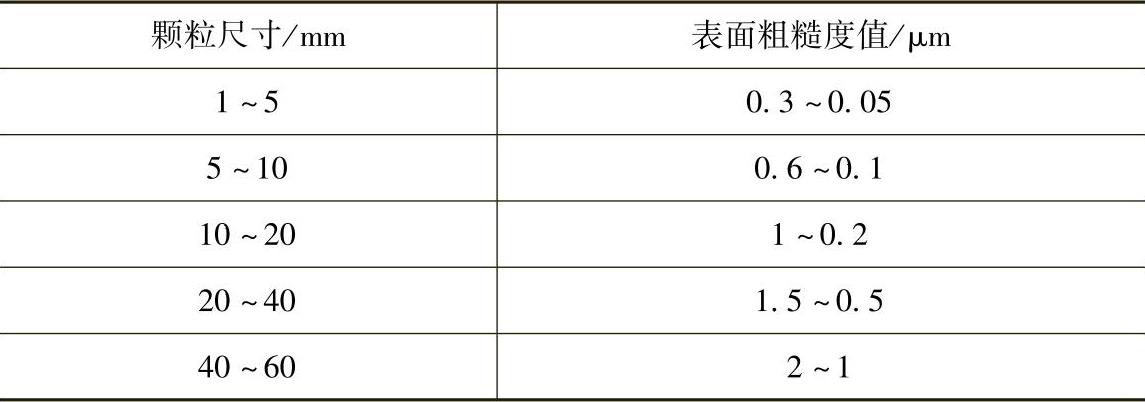
磨料的颗粒不同,研磨效果也不同,磨料颗粒尺寸与研磨表面粗糙度的关系见表7-1所示。
表7-1 磨料颗粒尺寸与研磨表面粗糙度值的关系
(2)粘合材料 粘合材料包括硬脂、石蜡、动植物油等。它使磨料在研磨膏中均匀悬浮,不使磨料分离,有利于研磨质量的提高。
(3)稀释材料 稀释材料包括机油、锭子油等。在研磨膏中起调整粘度的作用。
(4)其他材料 其他材料如油酸、煤油、硬脂酸等。主要作用是提高研磨效率及光度。
2.研磨膏种类及用途
精密零件修复研磨分粗研、细研、精研和互研等四种,其研磨膏也分粗研磨膏、细研磨膏和精研磨膏等三种。市场上供应的暗绿色、深绿色、浅绿色研磨膏,即为粗、细、精三种研磨膏。
1)粗研磨多用M20、M14研磨膏及氧化铬粗研磨膏,研磨后表面粗糙度值Ra<0.8~1.6μm,精度为0.008mm。
2)细研磨多采用M5、M7研磨膏及氧化铬细研磨膏,研磨后表面粗糙度值Ra<0.4~0.8μm,精度为0.04~0.006mm。
3)精研磨多采用M3.5、M1.5氧化铝(铬)精研磨膏,研磨后表面粗糙度值Ra<0.012~0.2μm,精度为0.003~0.005mm。
4)互研多采用M3.5、M1.0氧化铬精研磨膏及机油等,研磨后表面粗糙度值Ra<0.0063μm,精度为0.002mm。
3.研磨膏的配制比例(https://www.daowen.com)
市场上供应的氧化铬研磨膏为固体块状,在使用前按不同浓度要求加入不同量的稀释材料即可使用。研磨膏成分配比见表7-2。
表7-2 研磨膏成分配比

4.研磨膏的配制过程
1)磨料的准备。用做细研和精研的材料,可用市售标准磨料,互研用的三氧化二铬磨料必须经过严格的分选:
① 将15kg水倒入玻璃瓶内,此瓶称为基瓶,在基瓶内加入300g三氧化二铬。
② 将25%浓度水玻璃加入基瓶后,搅拌均匀,沉淀3h。
③ 用虹吸管吸入另一玻璃瓶,此瓶称为副瓶,再沉淀3h(M5沉淀2h)。
④ 用虹吸管吸出上部较清的水液,余下部分约距底部50~60mm,倒入烘干锅内,待水分除去后,将干粉倒在研钵内研碎,即成为M3.5互研用磨料。
⑤ 在整个分选过程中应注意房屋、用具、器皿等的清洁。在沉淀时,玻璃瓶上要加盖,沉淀时温度为15~20℃。
2)称量各成分的需要量。
3)将按比例称量的油脂加热到60~80℃,然后用吸水棉过滤。
4)将需要数量的磨料慢慢倒入溶化的热混合液中。
5)用木铲搅拌混合液,并加入适量的煤油和机油。
6)倒入容器内缓慢冷却待用。
一次配制研磨膏的数量不宜太多,以防变质。保存时宜加盖,以防尘土落入。温度不宜过高,保持室温即可。