3.1.2 焊条电弧焊基本操作知识
1.焊接接头的形式
1)对焊接头。两个零件相互对接,根据其厚度不同,可采用不同的坡口形式。零件厚度不超过6mm,可不开坡口。常用的坡口形式如图3-2所示。
2)搭接接头。两工件搭接放置,焊缝成角焊,应用较少。
3)丁字形接头。两工件垂直或接近垂直,形成角焊缝,可不开坡口,也可开成单面或双面坡口。
4)角接接头。两工件互成一定角度或直角,形成角焊缝。
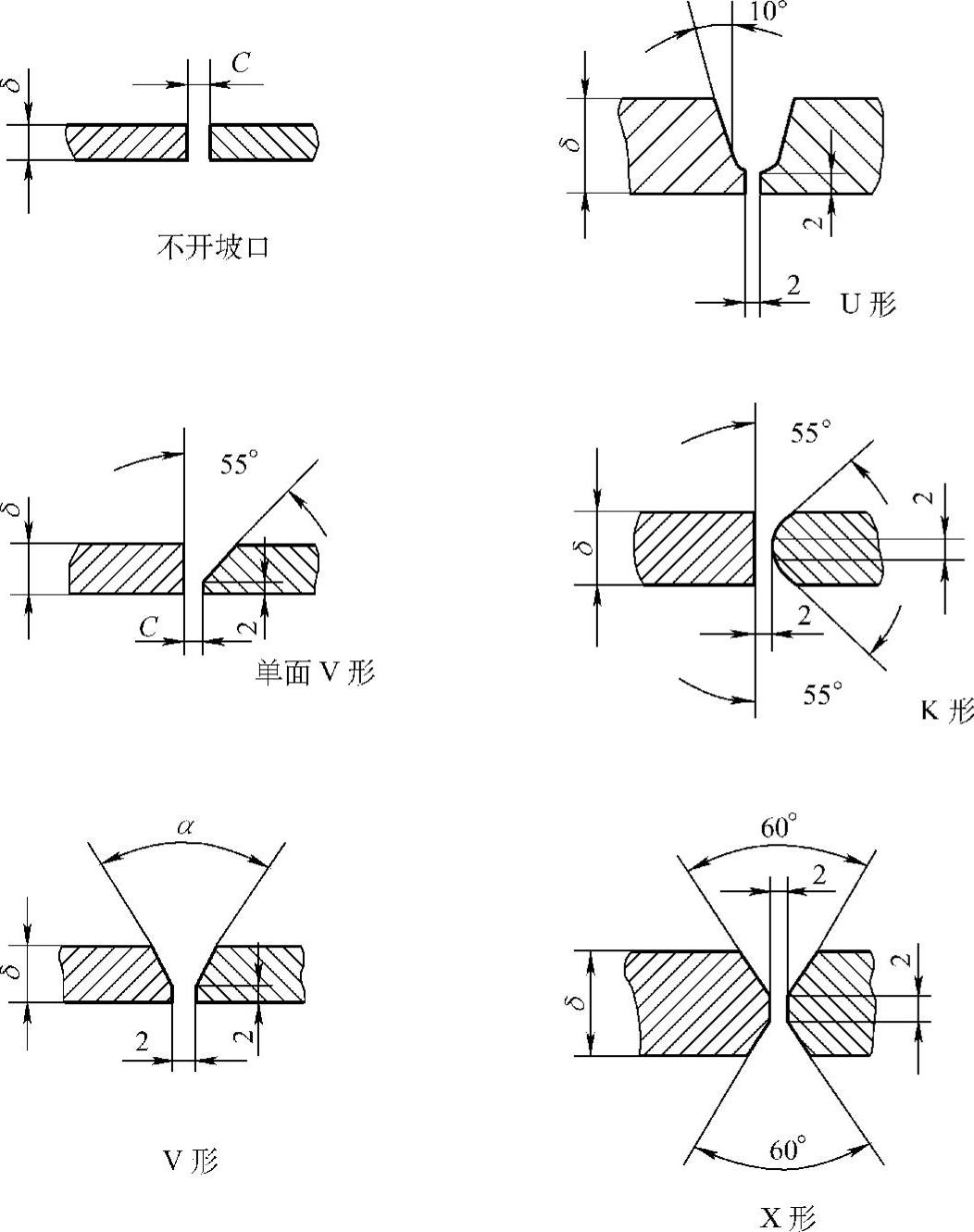
图3-2 常用的坡口形式
2.焊缝的空间位置
在水平位置上进行焊接的焊缝叫平焊缝;垂直面上的垂直焊缝叫立焊缝;在垂直面上的水平焊缝叫横焊缝;在头顶上方的焊缝,须仰脸向上施焊的焊缝叫仰焊缝。
1)平焊操作较方便,生产效率高,容易保证焊缝质量。因为焊条熔化后自然落入熔池,铁液不易流失,施焊时应尽量采用平焊位置。
2)立焊时为防止铁液下流,应将焊条成10°~45°角,并应采用较细焊条,较小电流。在运条上可做三角形摆动,为保证质量一般都进行两层以上焊接。
3)横焊也应采用较小电流和较细焊条,压低电弧,防止咬肉或形成焊瘤,采用横向运条,焊两层以上。
4)仰焊是靠电弧吹力将熔化金属送入熔池,电流要小,电弧要短,不能形成过大熔池,焊肉要薄,可随时断弧,控制温度不能过高。
3.基本操作技术(https://www.daowen.com)
1)引弧。引弧常有直打式和划火式。直打式为将焊条触向工件形成短路,并拉起2~4mm时产生电离而引弧。划火式如同擦划火柴一样形成电弧。当发生电弧后,应保持焊条端与工件的距离,防止过长断弧和短路粘住。一般电流稍大些引弧较容易。
2)运条。为保证电弧持续稳定地燃烧,必须有以下三个方向运动。一是随着焊条熔化向下输送以保持弧长;二是随着焊缝的形成向前移动,保持一定的焊接速度;三是横向摆动保证焊缝的宽度,调整电弧加热工件的时间和热量来改变熔池的熔深和熔宽。
常用运条方式如图3-3所示。
3)焊缝的起头和收尾。起头由于温度低,宜用长弧,以便对坡口进行预热,然后压低电弧进行焊接。收尾时为避免因弧坑(也叫火口)强度低而造成裂纹或夹渣,应采用跳弧法填满弧坑。
4.焊接规范的选择
焊接规范通常包括焊接电流、焊接电压、焊接速度、焊条直径、电源种类和极性等。
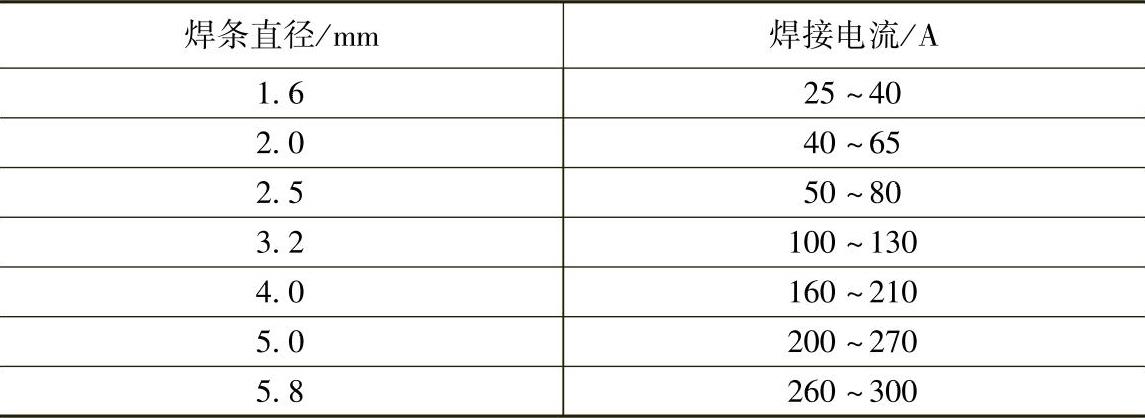
焊接电压取决于电弧长度与焊接速度,皆由焊工掌握。电源种类与极性取决于设备条件及焊条种类。可供选择的只有焊条直径与焊接电流大小。焊条直径主要应根据工件厚度来决定,焊接电流则根据焊条直径来确定。电流过大易咬边、烧穿,而电流过小易夹渣或焊不透,减低强度,生产率低。各种直径焊条使用电流参考值如表3-4所示。

图3-3 常用运条方式
表3-4 各种直径焊条使用电流值
5.缺陷及其防止
(1)外观缺陷 包括咬边、夹渣、未焊透、焊瘤、凹坑和电弧擦伤等。应正确选择规范参数,如焊条直径、电流、角度、弧长等,以克服外观缺陷。
(2)气孔 由于熔池中的气体在凝固前没来得及逸出形成气孔。注意采用烘干焊条,选择适合的电流及焊速,坡口处理应干净等。
(3)裂纹 在焊缝热影响区之内出现的局部破裂现象。不仅降低了接头强度,还可能导致整个构件脆性破坏,造成事故。主要是母材或焊条质量低劣,焊接规范及冷却不当,工件刚性太大以及焊接顺序不合理等造成。应从材料选择及工艺操作方面严格要求,避免裂纹产生。