1.1.3 气缸套的镗削规范
2026年01月15日
1.1.3 气缸套的镗削规范
1.对刀尺寸的确定
镗刀对刀尺寸的确定见图1-2,用下式计算对刀尺寸:
L=[(D修+d)-δ]/2
式中 L———最后一次镗削对刀尺寸;
D修———气缸套实际修理尺寸;
d———镗杆直径;
δ———珩磨余量,一般为0.03~0.04mm。
然后按对刀尺寸调整刀头伸出长度,用外径百分表测量。(https://www.daowen.com)
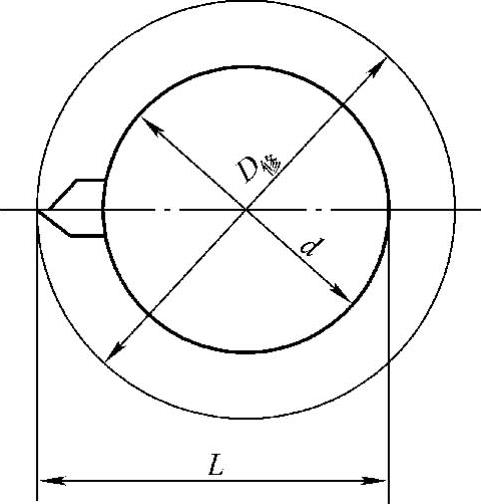
图1-2 镗刀对刀尺寸的确定
2.刀具材料
刀具材料应根据气缸套材料和表面硬度来选用。气缸套材料一般都是铸铁的,所以镗缸刀头皆采用钨钴类硬质合金,常用的有YG3和YG6刀头。在镗削软质气缸套时,刀头材料采用YG6硬质合金刀头;镗削硬质气缸套时,采用YG3硬质合金刀头,否则会因刀头的耐磨性不够而产生较大锥度。
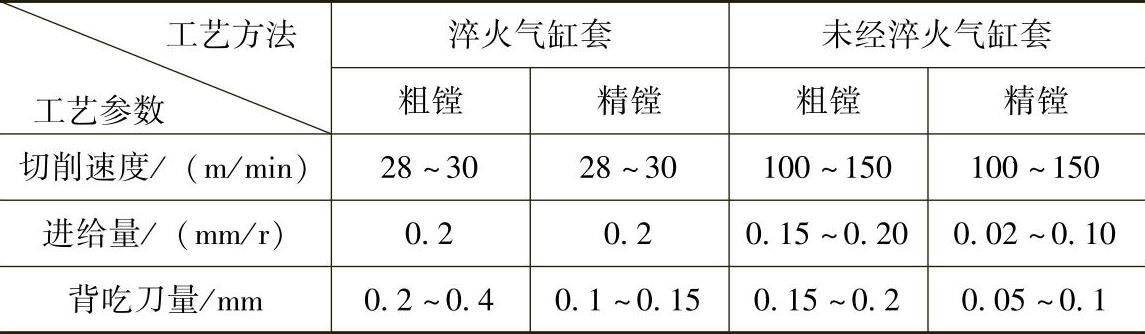
3.镗削规范
镗削规范的选择,主要根据气缸套的材料和硬度、刀具材料、加工性质和机床刚度等来选定。气缸套镗削工艺规范如表1-1所示。
表1-1 气缸套镗削工艺规范