2.1.2 振动堆焊工艺规范
正确选择规范参数是获得稳定的堆焊过程和良好的堆焊质量的基本条件。振动堆焊的规范参数较多,可分为两类。一类为不变的或基本不变的参数;另一类为变参数。
不变的或基本不变的参数有:电源种类和极性、电感量、焊丝振动频率和振幅、水蒸气压力和保护位置、堆焊螺距等。
变参数有:工作电压、送丝速度、堆焊速度、焊丝导入角度、冷却液的浇注位置等。这些参数是随着零件的技术要求、加工性能、零件形状和堆焊部位的不同来选择的。
1.规范参数的选择
(1)电源的种类及特性 具有平硬外特性的直流电源,功率在6kW以上,反极性接法。
(2)工作电压 焊丝的成分不同,其熔点亦不同,因此电压也应有所区别,见表2-1。
表2-1 不同焊丝成分工作电压值
 (https://www.daowen.com)
(https://www.daowen.com)
(3)工作电流 工作电流不是一个独立的参数,它取决于电源外特性、工作电压、送丝速度、焊丝直径等。
(4)电感量 电感量的大小是否合适可以用示波器观察电流和电压波形图来判断,也可以通过堆焊的一些现象来判断。电感量过小时金属飞溅比较严重,飞溅的粒度大,焊道成形不好;电感量过大时堆焊过程不稳定,电压、电流的波动较大;电感量适中时堆焊过程稳定,飞溅较小,焊道光滑平整呈扁圆形。
(5)焊丝 适用的焊丝直径在1.2~2mm范围内。常用的为1.5~1.8mm。对堆焊层硬度要求较高、耐磨性较好时,可采用优质高碳钢丝和65锰等。对堆焊层硬度要求不高、加工性能好时,可选用45A钢丝50A钢丝等。选用钢丝的含硫、含磷量要尽量少,否则易产生裂纹。
(6)堆焊速度 较好的堆焊速度为400~600mm/min。
(7)水蒸气 水蒸气压力为0.02~0.05MPa,采用外喷式的保护方法。蒸汽流的挺直长度应不小于150mm。为避免蒸汽管路内的水分喷到电弧区,应在振动头上附设一水气分离器或尽量缩短管路的长度。
2.规范参数的选择方法
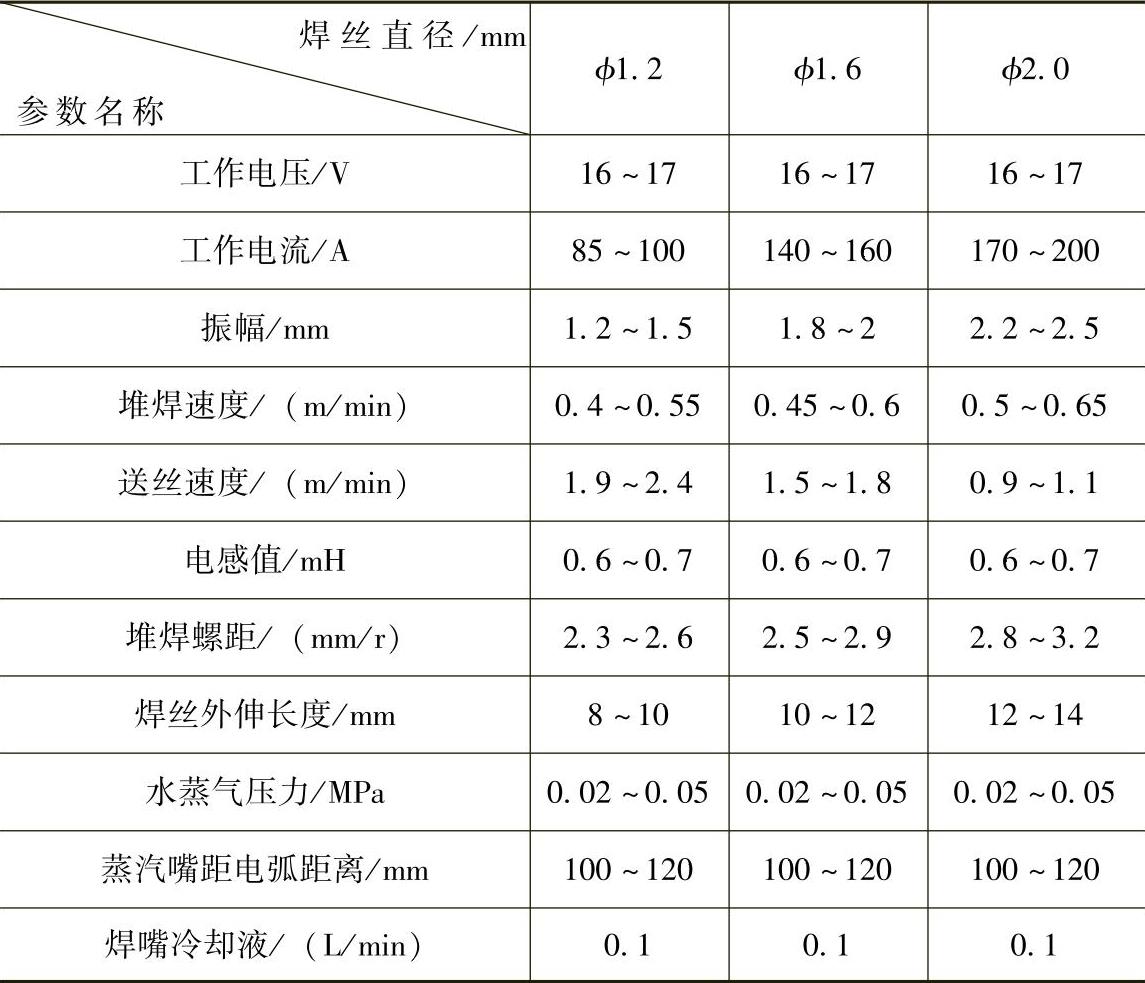
振动堆焊的参数较多,每个参数都有一个较好的范围,而且都有一定的关联。因此,针对一种零件在选择参数时要考虑零件的技术要求以及参数之间的关系来确定(见表2-2)。
表2-2 振动堆焊常用规范参数