3.1.1 焊条电弧焊的原理、电焊机、工具及材料
1.焊条电弧焊的原理
焊条电弧焊的电路组成如图3-1所示,它是由电源(弧焊机)、电缆、焊钳、焊条、电弧、工件及地线等组成。焊接时电源的一极接工件,另一极与焊条相接。工件和焊条之间的空间在外电场的作用下,产生电弧。该电弧的弧柱温度可高达5000~8000K,阴极温度达2400K,阳极温度达2600K。它一方面使工件接头处局部熔化,同时也使焊条端部不断熔化而滴入焊件接头空隙中,形成金属熔池。当焊条移开后,熔池金属很快冷却、凝固形成焊缝,使工件的两部分牢固地连接在一起。焊条电弧焊就是利用电弧放电的高温,熔化焊条和母材金属进行焊接的。
2.电焊机
(1)对电焊机电源的要求
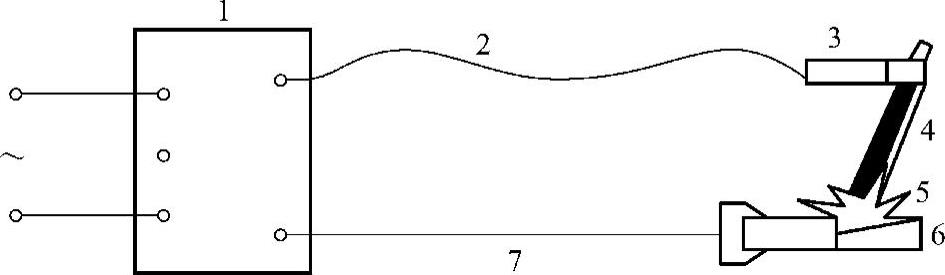
图3-1 焊条电弧焊电路组成
1—电焊机 2—电缆 3—焊钳 4—焊条 5—电弧 6—工件 7—地线
1)具有陡降的外特性。在引弧时,有较高的空载电压和较小的电流,在稳定燃烧时,电流增大而电压急剧降到某一定数值,在焊条与工件短路时,电流又不能过大,一般不超过额定值的1.5倍,能满足这种要求的电源叫陡降外特性电源。
2)适当的空载电压。空载电压高些对引弧及保证电弧稳定性有利,但从人身安全及成本方面考虑,空载电压不能过高,一般在60~90V之间。
3)具有灵活的调节范围。要求电流调节方便灵活,调节范围宽,最大输出为最小输出的4~5倍,即可满足使用要求。
4)良好的动特性。焊机应能随时适应负荷的变化,以保证电弧的稳定。
(2)电焊机的技术性能 目前国内生产的电焊机品种很多,按其结构可分为:交流电焊机和直流电焊机。
交流电焊机因具有结构简单、维修方便、造价低廉和节省电能等优点,在生产实践中广泛采用。
直流电焊机又分为旋转式直流电焊机和硅整流式直流电焊机。前者因其成本高、噪声大、重量大、维护不方便等缺点,已逐渐被硅整流式直流电焊机替代。直流电焊机的电压和电流方向不变,能使电弧持续而稳定燃烧,因此焊缝质量更容易保证。
直流电焊机有两种不同的接法。当焊条接负极、工件接正极时为正接法;反之为反接法。一般用碱性低氢型焊条(如J507)焊接时,为了使电弧稳定燃烧,规定要用直流反接法;而用酸性焊条(如J422)焊接厚钢板时,采用正接法,因为阳极部分的温度高于阴极部分,用正接法可以得到较大的熔深;焊接薄钢板及非铁金属时,则采用反接法。
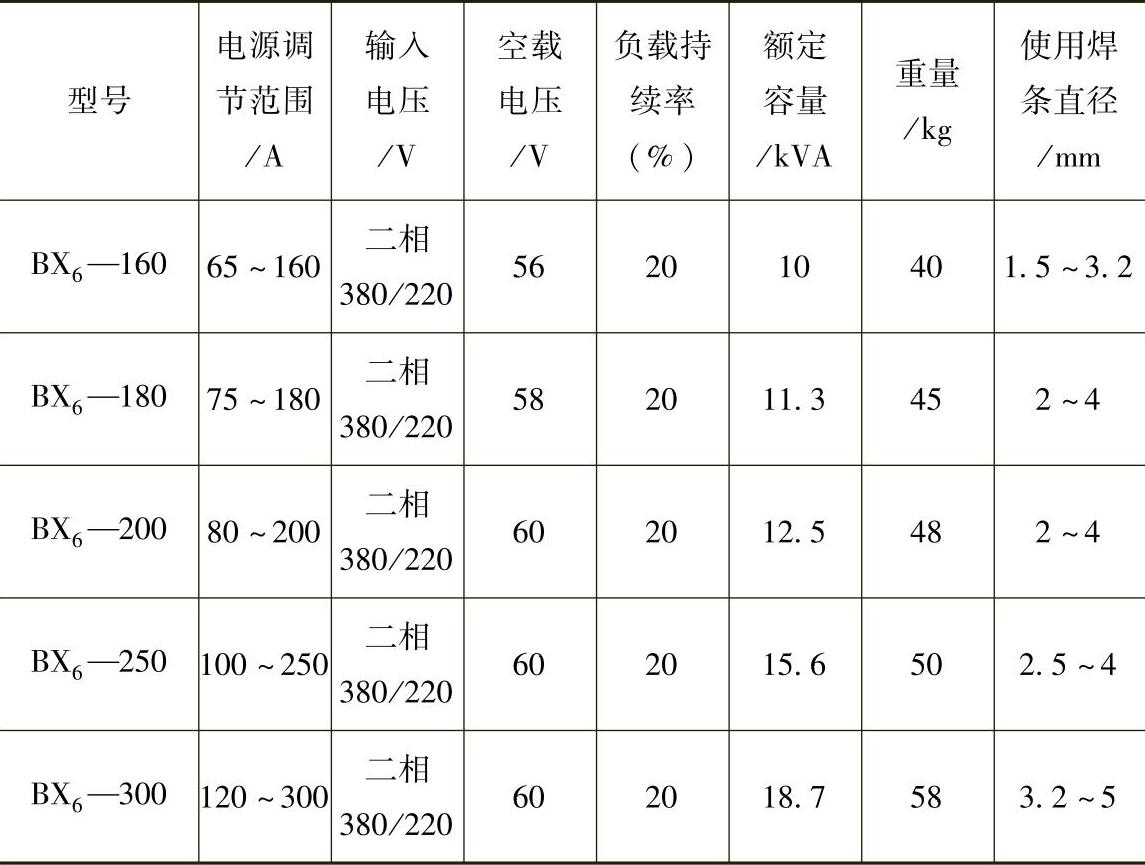
用交流电焊接时,由于极性是交替变化的,所以不需要选择极性接法。几种交流弧焊机的技术性能见表3-1。
表3-1 几种交流弧焊机的技术性能
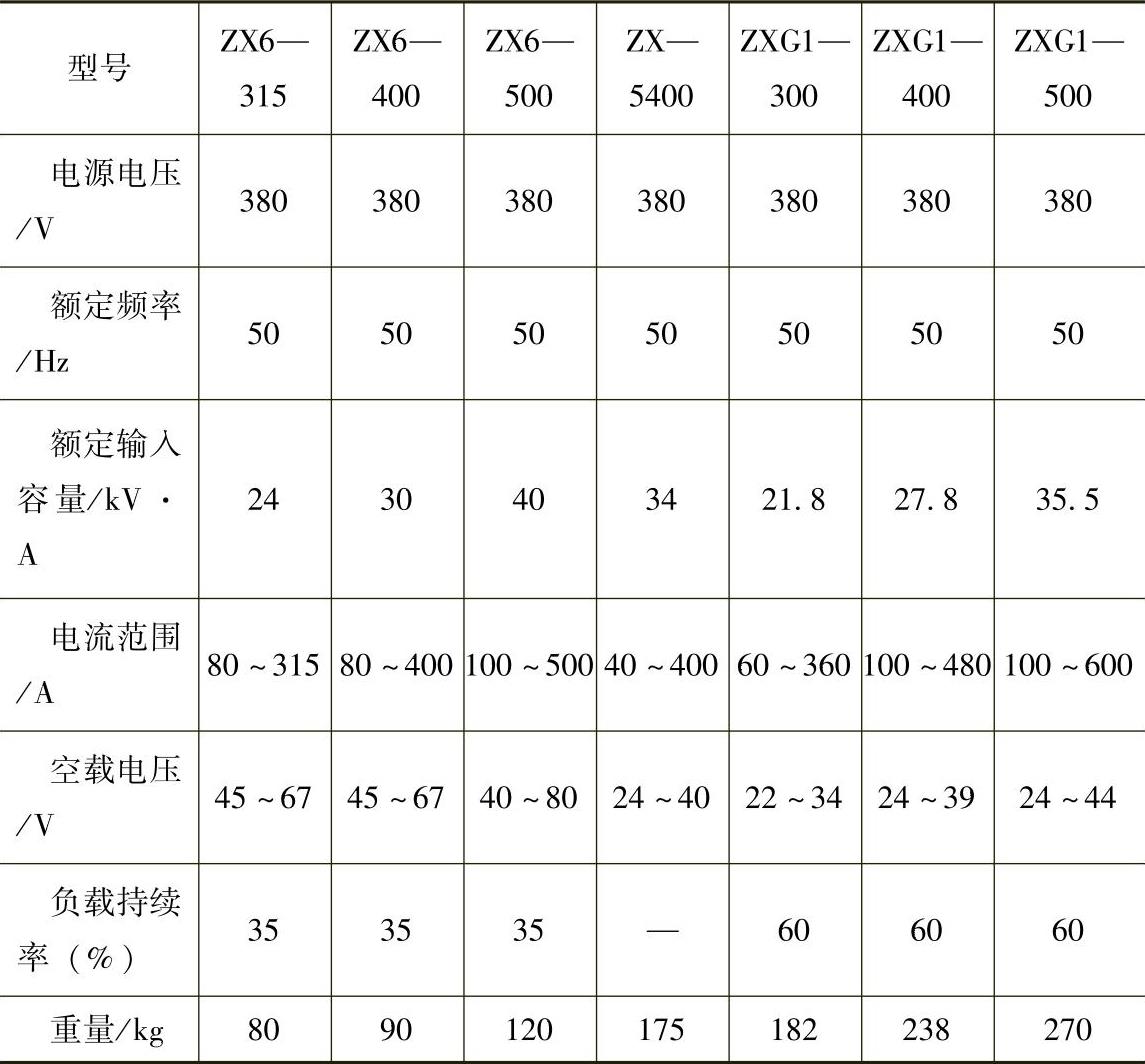
硅整流式直流电焊机技术参数如表3-2所示。
表3-2 硅整流式直流电焊机技术参数
3.焊条
(1)焊条分类、型号和牌号 焊条种类繁多,国产焊条约有300多种。在同一类型焊条中,根据不同特性分成不同的型号。某一型号的焊条可能有一个或几个品种。
焊条的分类方法很多,弧焊焊条的分类见表3-3。
表3-3 弧焊焊条的分类
 (https://www.daowen.com)
(https://www.daowen.com)
(续)
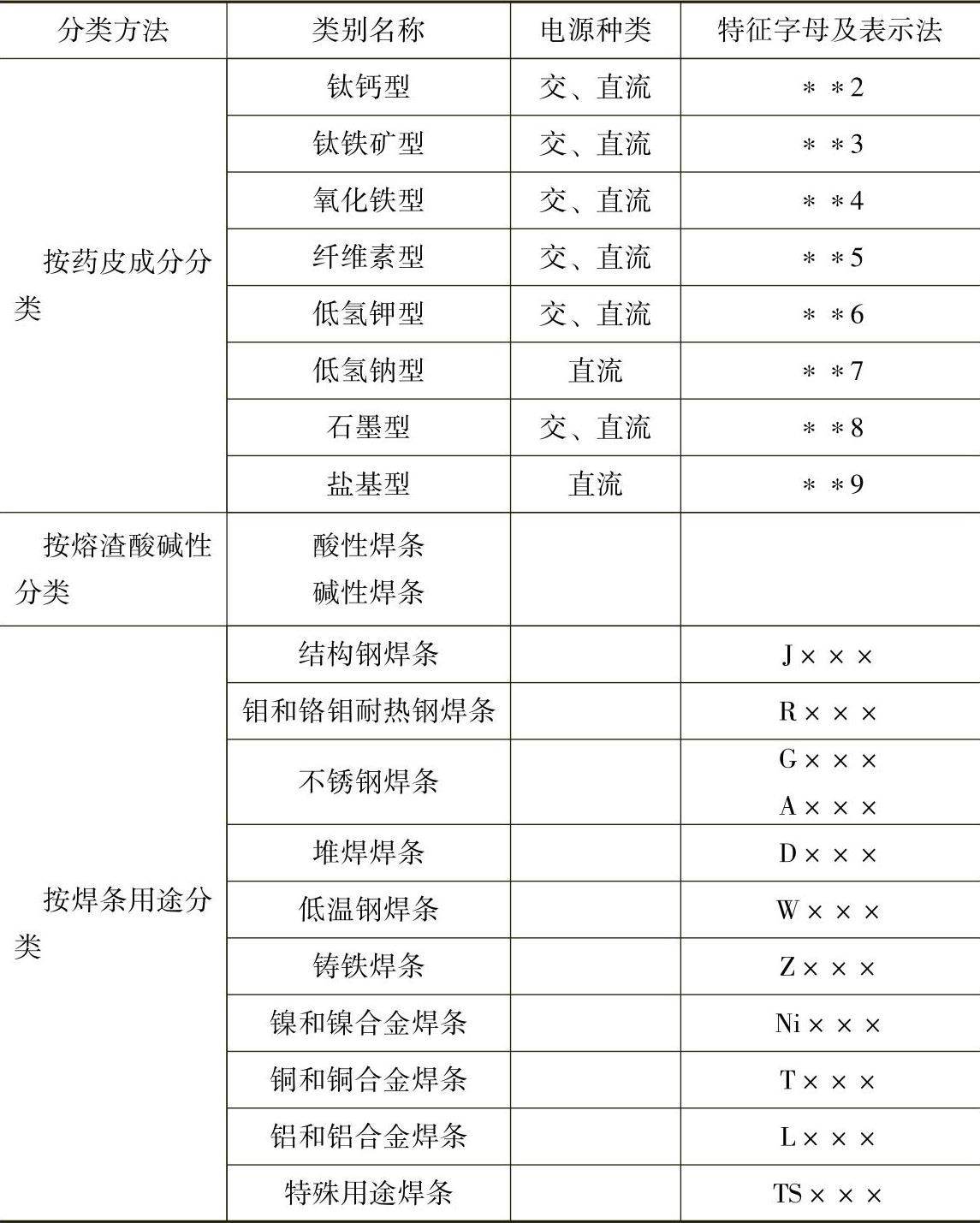
焊条的牌号表示方法为:以汉字拼音字首加上三位数字来表示,如结构钢焊条的牌号为J422(或结422)。“J”表示结构钢焊条的“结”字。中间的两位数字“42”为焊缝金属的抗拉强度不小于420MPa;最后一位数字“2”代表钛钙型药皮,用交流或直流电源均可。
(2)焊芯 焊条由焊芯和药皮(涂层)组成。位于焊条中心被药皮包覆的金属芯称焊芯。焊条电弧焊时,焊芯与焊件之间产生电弧并熔化为焊缝的填充金属。焊芯既是电极,又是填充金属。用于焊芯的专用的金属丝(称焊丝)分为碳素结构钢、低合金结构钢和不锈钢三类。焊芯的成分将直接影响着熔敷金属的成分和性能。
(3)焊条药皮 涂敷在焊芯表面的有效成分称为药皮,也称涂层。焊条药皮是矿石粉、铁合金粉、有机物和化工制品等原料按一定比例配制后压涂在焊芯表面上的一层涂料。其作用是:
1)机械保护。焊条药皮熔化或分解后产生气体和熔渣,隔绝空气,防止熔滴和熔池金属与空气接触。熔渣凝固后的渣壳覆盖在焊缝表面,可防止高温的焊缝金属被氧化和氮化,并可减慢焊缝金属的冷却速度。
2)冶金处理。通过熔渣和铁合金进行脱氧、去硫、去磷、去氢和渗合金等焊接冶金反应,可去除有害元素,增添有用元素,使焊缝具备良好的力学性能。
3)改善焊接工艺性能。药皮可保证电弧容易引燃并稳定地连续燃烧,同时减少飞溅,改善熔滴过渡和焊缝成形等。
4)渗合金。焊条药皮中含有合金元素,熔化后过渡到熔池中,可改善焊缝金属的性能。
焊条药皮的类型见表3-3。
4.焊条的选用原则
焊条的种类繁多,每种焊条均有一定的特性和用途。选用焊条是焊接准备工作中一个很重要的环节。在实际工作中,除了要认真了解各种焊条的成分、性能及用途外,还应根据焊件的状况、施工条件及焊接工艺等综合考虑。选用焊条一般应考虑以下因素:
(1)焊接材料的力学性能和化学成分
1)对于普通结构钢,通常要求焊缝金属与母材等强度,应选用抗拉强度等于或稍高于母材的焊条。
2)对于合金结构钢,通常要求焊缝金属的主要合金成分与母材金属相同或相近。
3)在被焊结构刚性大、接头应力高、焊缝容易产生裂纹的情况下,可以考虑选用比母材强度低一级的焊条。
4)当母材中C、S、P等元素含量偏高时,焊缝容易产生裂纹,应选用抗裂性能好的低氢型焊条。
(2)焊件的使用性能和工作条件
1)对承受动载荷和冲击载荷的焊件,除满足强度要求外,还要保证焊缝具有较高的韧性和塑性,应选用塑性和韧性指标较高的低氢型焊条。
2)接触腐蚀介质的焊件,应根据介质的性质及腐蚀特征,选用相应的不锈钢焊条或其他耐腐蚀焊条。
3)在高温或低温条件下工作的焊件,应选用相应的耐热钢或低温钢焊条。
(3)焊件的结构特点和受力状态
1)对结构形状复杂、刚性大及厚度大焊件,由于焊接过程中产生很大的应力,容易使焊缝产生裂纹,应选用抗裂性能好的低氢型焊条。
2)对焊接部位难以清理干净的焊件,应选用氧化性强,对铁锈、氧化皮、油污不敏感的酸性焊条。
3)对受条件限制不能翻转的焊件,有些焊缝处于非平焊位置,应选用全位置焊接的焊条。
(4)施工条件及设备
1)在没有直流电源,而焊接结构又要求必须使用低氢型焊条的场合,应选用交、直流两用低氢型焊条。
2)在狭小或通风条件差的场所,应选用酸性焊条或低尘焊条。
3)改善操作工艺性能,在满足产品性能要求的条件下,尽量选用电弧稳定、飞溅少、焊缝成形均匀整齐、容易脱渣的工艺性能好的酸性焊条。焊条工艺性能要满足施焊操作需要,如在非水平位置施焊时,应选用适于各种位置焊接的焊条;如在向下立焊、管道焊接、底层焊接、盖面焊、重力焊时,可选用相应的专用焊条。
(5)合理的经济效益 在满足使用性能和操作工艺性的条件下,尽量选用成本低、效率高的焊条。对于焊接工作量大的结构,应尽量采用高效率焊条,如铁粉焊条、高效率不锈钢焊条及重力焊条等,以提高焊接生产率。