8.1.2 压力加工法修复实例
1.活塞销的胀大修复
大多数拖拉机活塞销的材料,是20Cr合金渗碳钢,或用20CrMnMo合金钢制做。
旧活塞销在用胀大法修复以前,应进行尺寸分类。加大修理尺寸的活塞销可以不经胀大,直接磨修到名义尺寸。
胀大法工艺过程如下:
(1)高温回火 高温回火的目的是增加活塞销渗碳层的塑性,免得在胀大时出现裂纹。加热温度为650~700℃,保持1~1.5h。
(2)扩大 可用10~20t压力机加压。活塞销扩大前按孔径分组,每组孔径尺寸相差0.3mm,冲头直径比销子内孔直径均大0.4~0.6mm。
(3)热处理 合金渗碳钢20Cr的活塞销用高频电流或盐浴炉加热到830℃,油淬,然后在200℃温度下回火1.5h。
(4)按要求的尺寸进行磨削和抛光 活塞销的热胀只用于胀大量超过0.8~1.0mm的情况。热胀时,将活塞销加热到900~1000℃,在模具中进行。
2.气门头的镦粗修复
镦粗法就是将零件放在一定的模具中,用减小零件的高度或长度,以增加零件的外径或缩小内径。镦粗零件时,作用力的方向和零件的变形方向是不一致的。
镦粗气门头部的模具是用模具钢5CrMnMo制做的,如图8-1所示。(https://www.daowen.com)
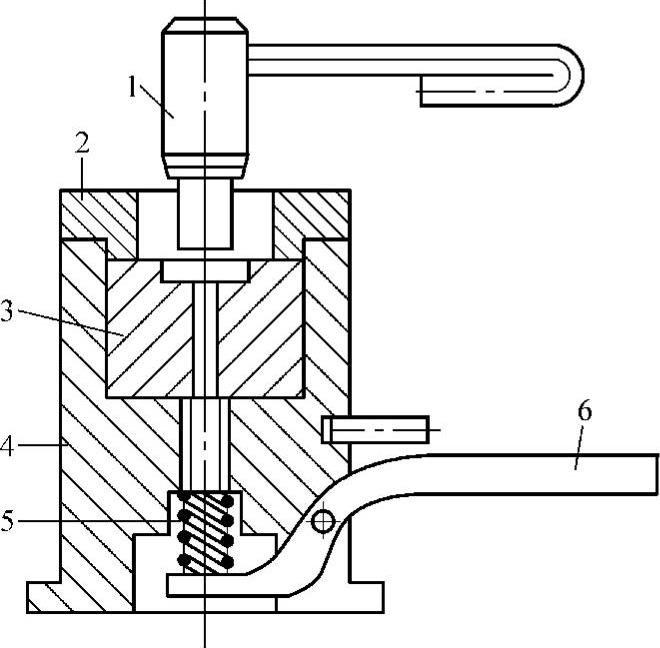
图8-1 气门头镦粗
1—镦头 2—上盖 3—内模 4—外模 5—弹簧 6—脚踏板
进气门是40Cr,排气门是4Cr9Si2耐热合金钢。镦前,对40Cr钢的进气门应加热到820~870℃;对耐热钢的排气门加热到820~900℃。排气门的加热温度不能高于900℃,而低于700℃时镦粗又易产生裂纹。镦后在空气中冷却到300℃,再埋到生石灰中缓冷。冷却后检查镦粗的质量,歪斜的要进行校正。镦粗气门可用750N气锤。
3.连杆铜套的压缩修复
压缩法修复连杆铜套,就是在压模内将连杆铜套加压,利用金属的可塑性,使它缩小一些高度,来补偿损失的内径,再经机械加工,便可得到所需的修复尺寸,模具如图8-2所示。
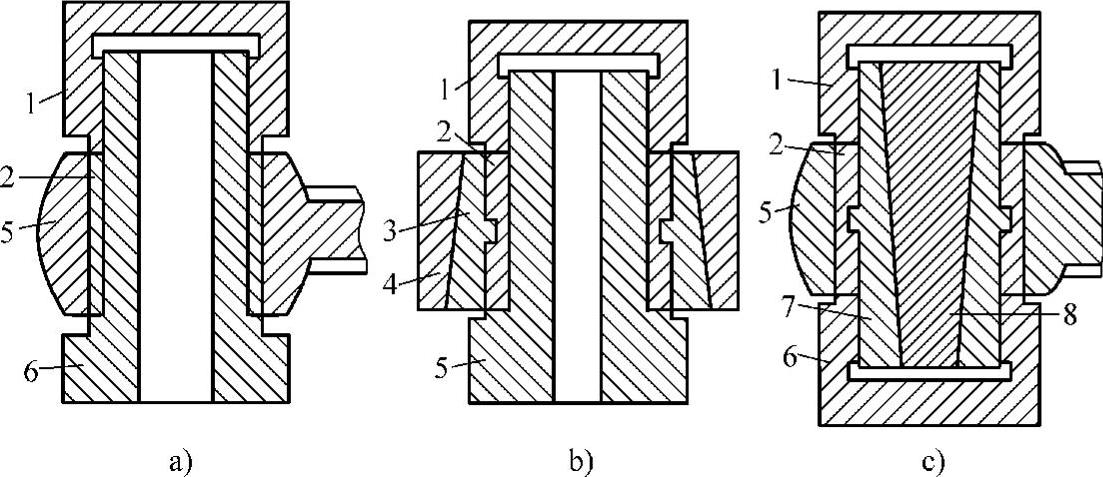
图8-2 连杆铜套的压缩修复模具
a)只有油孔没有内油槽或外油槽的铜套压模 b)只有外油槽的铜套压模 c)只有内油槽的铜套压模
1—上模 2—铜套 3—里层模 4—外层模 5—连杆小头 6—下模 7—内模半圆芯 8—锥形圆芯
不论压什么样的铜套,都要留出适当的加工余量,如下模心轴的直径要比标准活塞销的直径小0.25~0.50mm。铜套经压缩后可采用镀铜法恢复外径尺寸,用铰削或机械加工内径达到所需尺寸。
利用压缩法修复铜套,使金属组织紧密,提高了耐磨性,并可多次修复。