2.4.1 等离子弧堆焊的原理及特点
1.等离子弧堆焊的原理
等离子弧堆焊是利用等离子弧的高温(15000~32000K)熔化堆焊材料和母材进行堆焊的。等离子弧也叫压缩电弧,它是由特别的喷嘴(见图2-7)产生的,在制成圆形通道的阳极中装有钨制的棒状阴极,在阳极与阴极间加充惰性气体(如氩),并接通焊接电源,在起弧装置作用下,阳极与阴极间便产生电弧,电弧通过通道时,由于喷嘴的“机械压缩效应”、“热收缩效应”和“电磁收缩效应”的压缩作用,使弧流径向收缩,电流密度增加,能量更为集中,而成为温度很高的等离子弧。
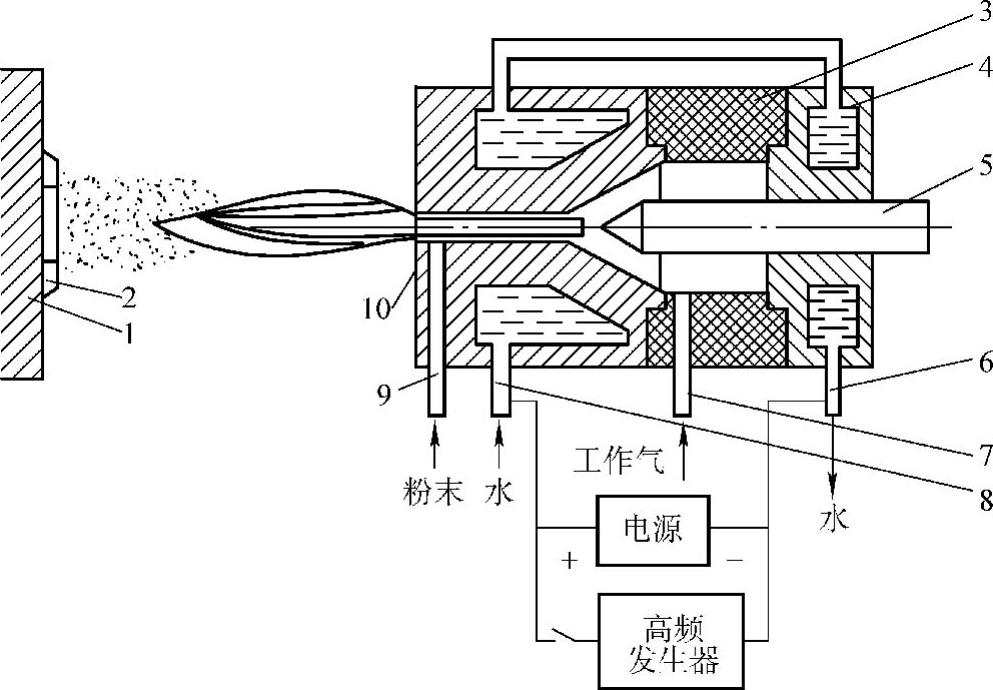
图2-7 等离子弧堆焊示意图
1—工件 2—涂层 3—绝缘套 4—后枪体 5—钨极 6、8—水电接头 7—进气管 9—送粉管 10—钢枪体
2.等离子弧堆焊的特点
1)由于等离子弧热量集中、温度高,可以堆焊高熔点的合金材料,提高零件的耐磨、耐热、耐腐蚀性能。由于热量集中,则堆焊效率高,熔透能力强。一次可焊透的厚度如表2-12所示,在同样熔深下其焊接速度比惰性气体钨极保护焊高,故可提高焊接生产率。
表2-12 等离子弧堆焊一次可焊透的厚度

2)由于等离子弧的压缩效应及热电离充分,所以电弧工作稳定,特别当联合型等离子弧在小电流(0.1A)焊时,仍具有较平的静特性。配用恒流(垂降)电源,能保证焊接过程非常稳定,故可以焊接超薄构件。
3)等离子弧具有好的可控性,适当地改变参数及送粉量,可获得0.30~4.0mm厚度的均匀的焊层,多用于磨损零件的堆焊。
4)等离子弧对焊件的热输入相对较小,焊缝截面形状较窄,深宽比大。
3.等离子弧堆焊设备
等离子弧堆焊设备包括电源、电控、等离子弧堆焊枪、送粉器及辅助设备,如枪体摆动机构、工件转动机构或行走机构等。
(1)电源 等离子弧堆焊用电源要求具有陡降的外特性,空载电压不低于70V。常用电源有:普通旋转式直流弧焊机,如AX1—500、AX3—500和AX—320等;硅整流式弧焊机,如ZXG—500等。
(2)粉末等离子弧堆焊枪 堆焊枪是高温等离子弧的发生装置。整个等离子的电流、水流、气流和粉流都通过枪体而参与堆焊。枪体结构大致可分两部分,上枪体如图2-8所示,其中包括主气管、阴极冷却水套,出水管、阴极及其夹持部分等;下枪体如图2-9所示,其中包括进水管、下枪体冷却水套和送粉管等。
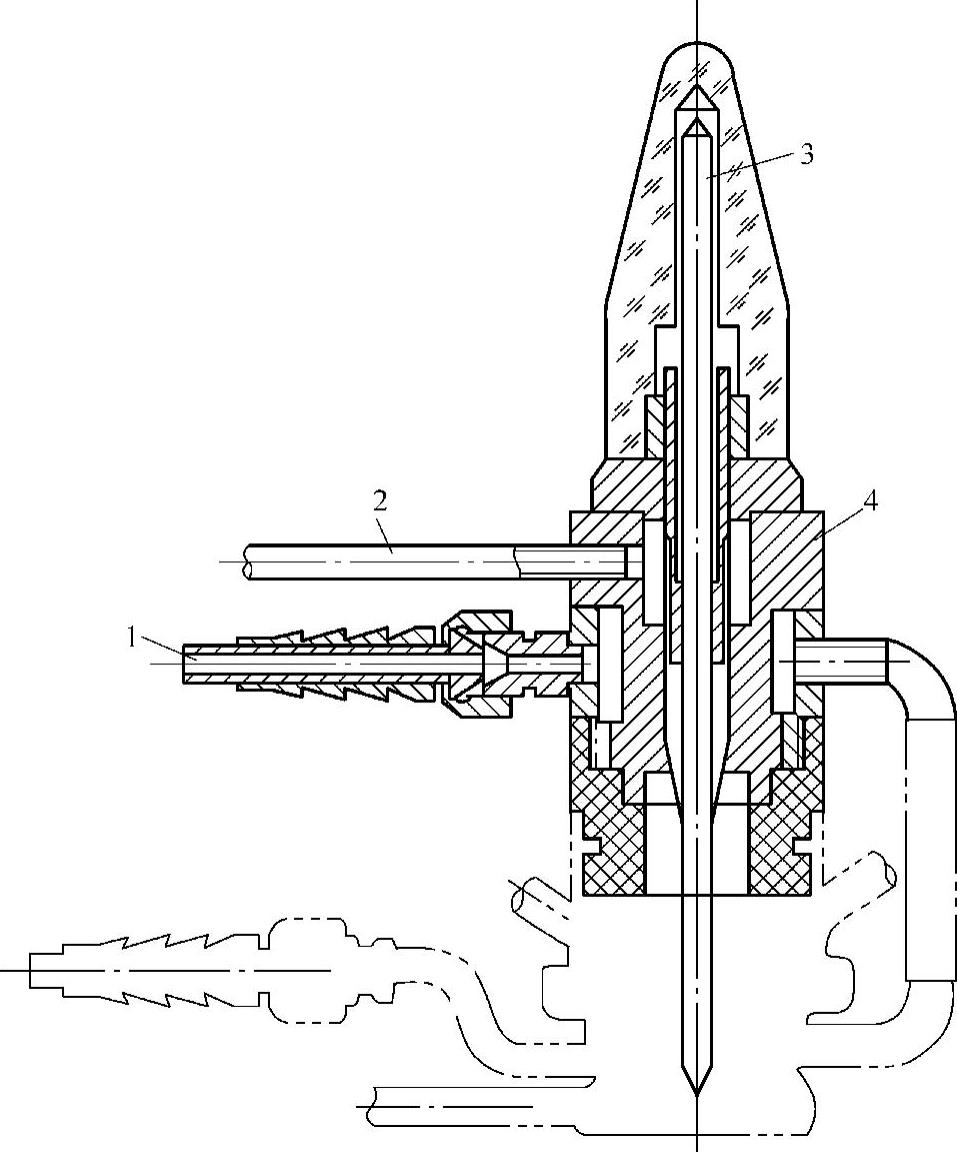
图2-8 堆焊枪的上枪体
1—出水管 2—进气管 3—钨极 4—套
制作堆焊枪时必须满足以下要求:
1)密封性。工作时,枪内同时通有电流、工件气体、冷却水和合金粉流。如果密封不良,漏气、漏水,都会造成漏电、粉路堵塞、工作气不足等现象,影响等离子弧的稳定性和破坏堆焊工艺的正常进行。枪体密封可用橡胶或粘结剂。
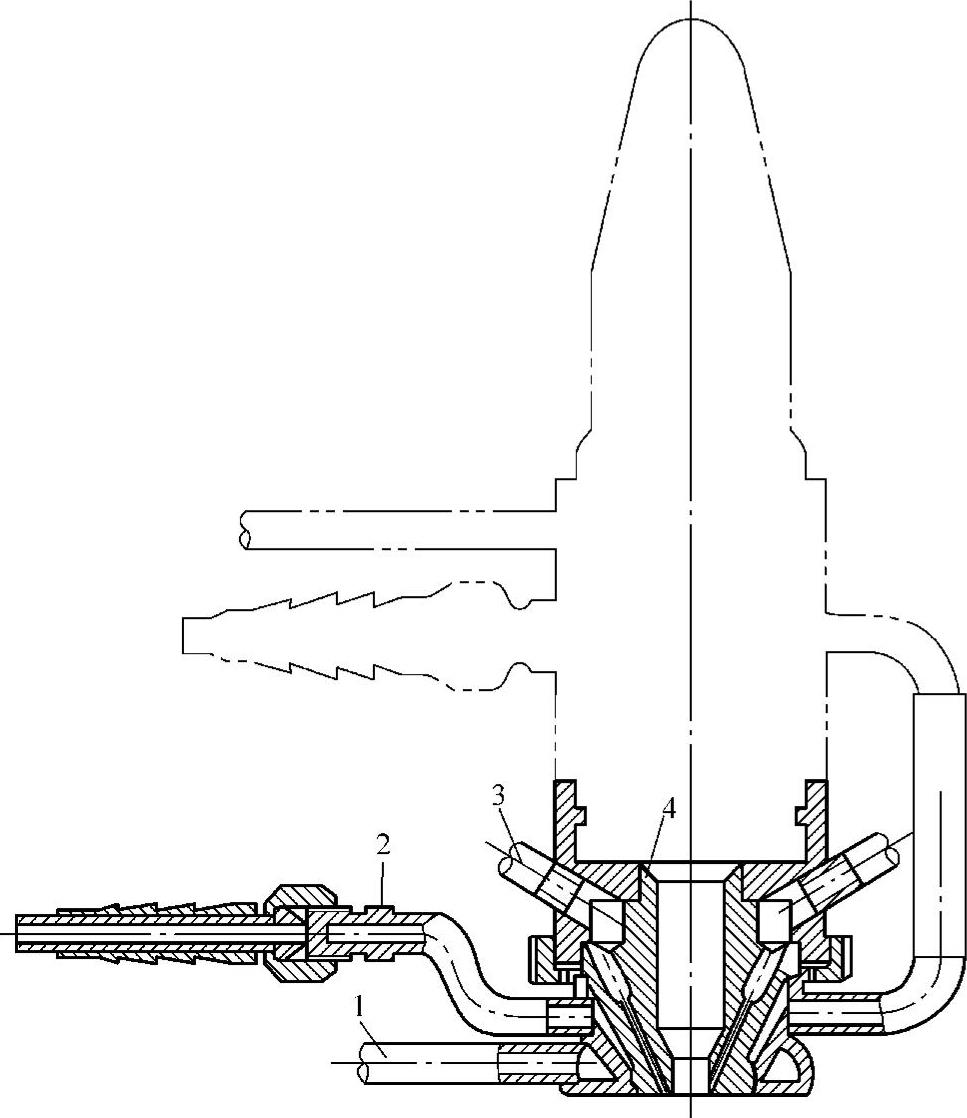
图2-9 堆焊枪的下枪体
1—保护气管 2—进水管 3—送粉管 4—冷却水套
2)绝缘性。工作时上、下枪体分别接电源的负极和正极,因此上、下枪体之间的绝缘必须可靠,以免漏电和短路。上、下枪体之间可用聚四氟乙烯绝缘。由于被冷水浸泡,长期工作时,电木不如聚四氟乙烯好。
3)同心性。上、下枪体必须同心,以保证钨极与喷嘴同心。否则会使等离子弧发生畸变,甚至燃烧不稳定。
堆焊枪的全部零件要用导电、导热性好的纯铜和黄铜制造。
(3)送粉器 送粉器的主要用途是通过焊枪向零件表面输送粉末。对送粉器有如下要求:
1)能长时间连续均匀送粉。(https://www.daowen.com)
2)送粉量可调,以适应不同工艺的要求,并且调整方便准确。
3)适于输送各种粉末,结构简单工作可靠。
4.等离子弧堆焊材料
粉末等离子弧堆焊材料主要有工作气体和合金粉末。
(1)工作气体 常用做粉末等离子弧堆焊主气的是惰性气体氩。氩气可取自空气。它不参与焊接时的化学反应,而且对焊道起保护作用。另外最主要的是氩气很易电离,即容易形成离子弧。
(2)合金粉末 合金粉末是形成堆焊层的主要材料。粉粒直径一般在ϕ2.5mm以下,常用粉末粒度为20~200目/in(25.4mm)为宜。根据工件的工作条件,选用合适的合金粉末,以便达到成本低、寿命长的目的。要求粉末具有以下性能:
① 良好的自熔性。
② 较低的熔点。
③ 液态时对母材的浸润性好。
④ 液态流动性好。
⑤ 焊层不进行热处理就能自行硬化。
⑥ 焊道要有一定的韧性和延展性。
⑦ 焊层要有一定的抗腐蚀及其他性能。
自熔性是指在施焊过程中,在液态合金表面形成很薄一层熔渣,熔渣的熔点低于焊层熔点。它一直保护着焊层金属不被氧化,保证焊层金属和母材良好地熔合在一起。自熔性常靠调整合金粉末的成分来达到。合金粉末熔点低,母材熔深浅,堆焊层的冲淡率低,能充分发挥堆焊合金的潜力。良好的浸润性可保障熔化了的合金均匀铺展开来,焊层光滑整洁。固态流动性保证送粉流畅,液态流动性可使合金熔融后易于摊开而不聚缩或流失。其他几项性能都是保证焊道不崩、不裂、完整耐用的起码条件。
1)合金粉末牌号编制规则 等离子弧堆焊用合金粉末牌号编制规则按JB/T 7744—1995标准,编制方法如下:
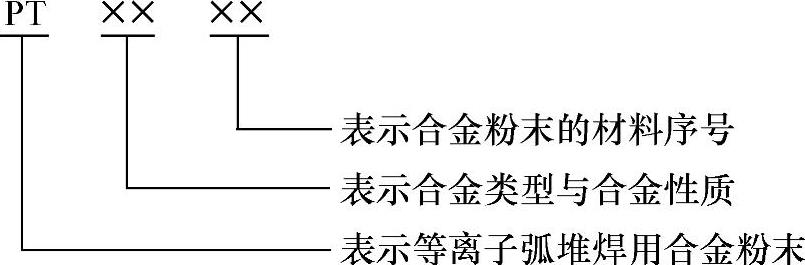
① 第一部分PT表示等离子弧堆焊用合金粉末。
② 第二部分用两个数字表示合金类型,第一个数字表示大类,1代表镍基,2代表钴基,3代表铁基,4代表铜基。第二个数字表示该合金粉末的序号。
③ 第三部分用两个数字(01-99)表示合金粉末材料序号。
2)镍基合金粉末 镍基合金粉末是以镍为主要合金元素,适量加入一些铬、硼、硅等。人们常称为镍-铬-硼-硅。性能如下:
① 抗氧化性能好,能完全抗大气、盐水、盐雾的腐蚀,对于较弱的酸和许多化学介质有抗腐蚀能力。
② 耐磨性好,抵抗低压力摩擦效果良好,尤其适合在磨损和腐蚀同时存在的环境下工作。
③ 这类合金对金属间摩擦因数低,抗擦伤性能好。
④ 焊后不须热处理,在熔点以下硬度稳定,随温度变化少。
⑤ 抗冲击性能较好。
3)钴基合金粉末。钴基合金粉末是以钴为主要元素,加入适量铬、钨等合金元素。因此人们常称之为钴-铬-钨。这类合金有较高的热硬性、耐磨性,但成本较高。
4)铁基合金粉末。铁基合金粉末是以铁为主,加入适量铬、硼、硅,人们常称之为铁-铬-硼-硅。这类合金抗磨粒磨损能力较高,抗氧化性能良好,成本较低,易于推广。
5)其他合金粉末。堆焊承受严重磨损和腐蚀零件时,可用碳化钨与镍基合金的混合粉末。根据需要可加入质量分数为10%、20%、35%甚至45%的碳化钨粉末。
在堆焊时,也可将一些合金粉末混合使用。