1.2.1 曲轴磨削设备
2026年01月15日
1.2.1 曲轴磨削设备
1.曲轴磨床的主要技术指标
M—8230型曲轴磨床主要规格
顶尖高:300mm;
顶尖距:1600mm;
砂轮中心线至顶尖中心距离:275~595mm。
被磨曲轴尺寸
最大长度:1600mm;
最大回转半径:290mm;
曲柄半径:110mm;
曲轴轴颈(在中心架上):30~100mm;
最大重量:80kg。
工作台纵向最大行程:1600mm;
工作台最大回转角度:5°;
砂轮架横向最大移动量:320mm;
砂轮架快速移动量:30mm;
手轮每转:1mm;
刻度盘每格砂轮架移动:0.01mm;
手轮每转工作台移动量:4.54~13.75mm;(https://www.daowen.com)
砂轮尺寸:ϕ900mm×40mm×ϕ305mm。
砂轮架电动机
功率:7.5kW;
转速:1450r/min。
头架电动机
功率:1.1kW;
转速:960r/min。
冷却泵电动机
功率:0.125kW;
转速:2800r/min。
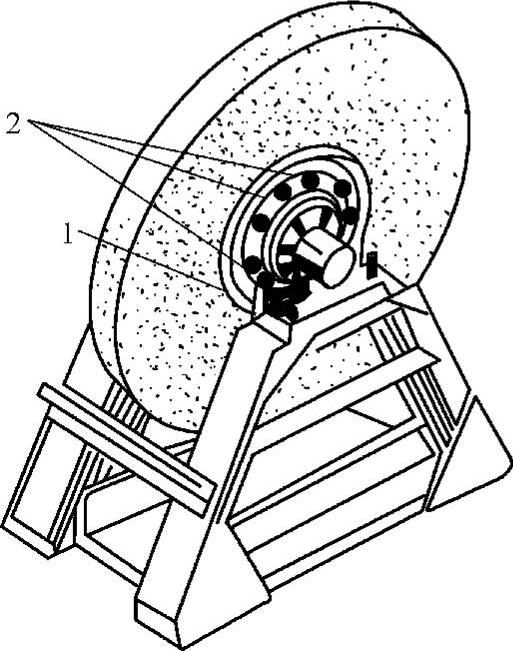
图1-5 砂轮的平衡
1—水平调整螺钉 2—平衡块
2.砂轮及其平衡与修整
磨修钢及球墨铸铁时,多选用WA46-60K,WA为白刚玉,46-60为粒度,K为中软级。
(1)砂轮的平衡 用精密水平仪将砂轮平衡支架调平(应特别注意纵向平衡)。将砂轮连同砂轮接盘装在平衡心轴上,如图1-5所示。调整砂轮接盘上平衡块的位置,使砂轮在任何一个位置都能停止转动为止。再将平衡后的砂轮装在磨床上,开动磨床并用金刚石初步修整砂轮。拆掉砂轮轴上的传动带,在磨床上检查调整砂轮的平衡,直到砂轮在任何位置都能停止转动为止。
(2)砂轮的修整 当砂轮形状不准或被切屑堵塞后需要进行修整。通常采用金刚石进行修整。金刚石的安装如图1-6所示。修整规范:金刚石横向进给量不大于0.02mm,纵向进给量不大于50~60mm/min。
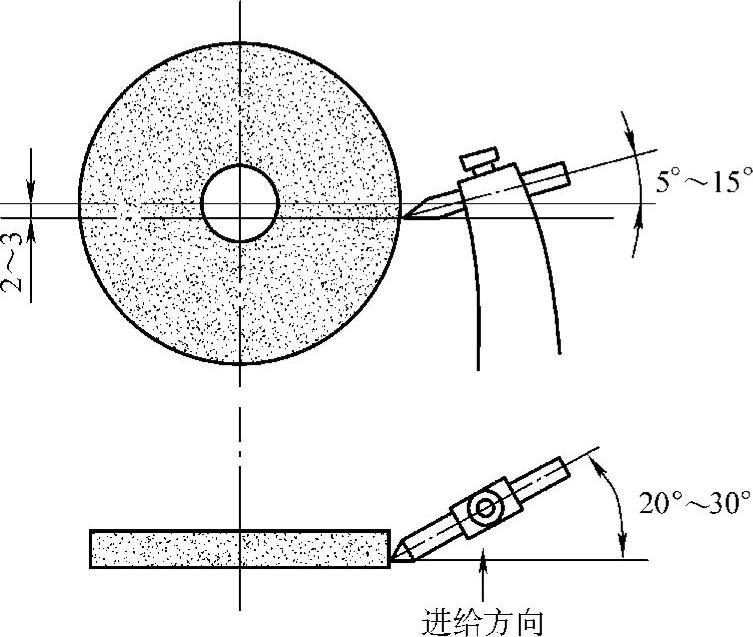
图1-6 金刚石的安装