6.2.2 典型零件的修复
(1)柴油机机体捣洞或水道壁冻裂的修复
1)用扁铲、锉刀修整破孔。将裂纹两端钻出ϕ3mm止裂孔,沿裂纹在水道壁面上开出V形坡口。
2)打磨破孔及裂纹周围,除去污垢,直至露出金属光泽。
3)用丙酮彻底清洗。
4)用常温固化环氧型胶(农机Ⅰ号胶),涂敷破孔侧壁并粘贴三层玻璃纤维布,待稍固化,用同种胶加入40%铁粉填补破孔至与壁厚平齐。
用同样胶涂敷裂纹,并两面粘贴1~2层玻璃纤维布。
5)室温或用红外线灯加温固化。
(2)柴油机机体侧壁横向裂纹的修补 由于此部位承受较大负荷,需采用粘补与钢板螺钉加固结合修复。方法是制作2mm厚的加固钢板,并在机体上钻出6个M5螺纹孔,用农机I号胶粘固钢板并用螺钉紧固。其他工序同上,水道冻裂的修补如图6-3所示。
(3)变速器箱体破裂的修复
1)维修部位。变速器箱体裂纹长达240mm。箱体为铸铁件,壁厚15mm。
2)维修方案及粘接剂的选择。采用机械加固与粘接并用的方法修复。使用的粘接剂有:乐泰290胶、乐泰326胶、乐泰262胶及乐泰促进剂7649。
3)粘接工艺
① 在裂纹两端钻ϕ6mm止裂孔,并加工配合间隙为0.05~0.08mm的止裂孔销。
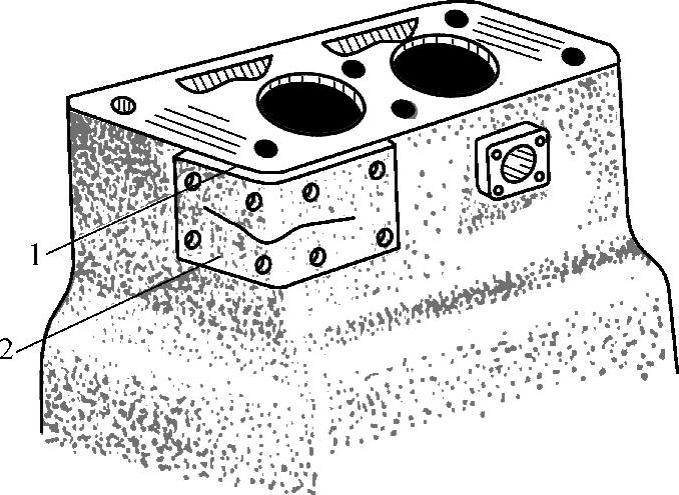
图6-3 水道冻裂的修补
1—粘接剂 2—钢板(https://www.daowen.com)
② 加工内、外加强板各1块(内板尺寸:360mm×200mm×10mm,外板尺寸:360mm×200mm×15mm),在外板上焊箱体固定支耳,与箱体配合钻紧固用螺孔若干个。
③ 先用砂纸打磨箱体内外粘接加固表面,再用乐泰755清洗剂清洗所有粘接物。
④ 用乐泰290胶均匀涂抹裂纹及止裂孔处,装入涂有乐泰290胶的止裂销。
⑤ 在箱体粘接加工区内外表面喷乐泰促进剂7649,在加强板上涂刷乐泰结构胶326,然后将加强板粘贴于箱体内外面,并用涂有螺纹锁固胶262的螺栓紧固。
⑥ 室温固化24h。
(4)柴油机箱体的修复
1)维修部位。柴油机箱体上有一长20cm的裂缝。
2)维修方案及粘接剂的选择。采用无机粘接与机械加固相结合的方法修复。选用CPS氧化铜无机胶。
3)粘接前准备
① 在裂缝处铣削0.5~1.5mm深的槽,槽的宽度为裂缝宽度的3~4倍。
② 按槽的形状,用钢板加工一加强键(粘接面应有一定的粗糙度),并与箱体配做4个M8的螺孔。
4)粘接工艺
① 表面处理。用丙酮擦洗铣削槽和加强键粘接面,晾干。
② 配胶。按说明书要求配比调配CPS氧化铜无机胶。
③ 粘接。分别在槽、键粘接面及螺孔内涂抹一层胶液,嵌入加强键,拧紧螺钉即可。
④ 固化。按规定条件固化,或80℃固化26h后再经140℃固化1h。